Paperinvalmistuskone on suuri teollisuuslaite, joka muuttaa raaka-aineet paperiarkeiksi useiden mekaanisten ja kemiallisten vaiheiden kautta. Näillä koneilla on keskeinen rooli paperinvalmistusprosessissa, ja ne mahdollistavat tuotteiden, kuten pakkausten, hygieniatuotteiden ja painomateriaalien, massatuotannon. The paperikone tukee jokapäiväistä elämää ja teollisuutta vastaamalla välttämättömien tavaroiden maailmanlaajuiseen kysyntään. Kuten paperikuppikonemarkkinoilla nähdään, suurikapasiteettiset laitteet voivat tuottaa jopa 5 000 kuppia tunnissa, ja Aasian ja Tyynenmeren alueen johtava modernisointi. Paperinvalmistusprosessissa painotetaan kestävyyttä, uusiutuvien resurssien ja edistyksellisen teknologian käyttöä ympäristövaikutusten vähentämiseksi.
Aspekti |
Vaikutus jokapäiväiseen elämään ja teollisuuteen |
Laajamittainen tuotanto |
Tukee hygieniaa, pakkausta ja tulostusta |
Kestävyys |
Edistää kierrätystä ja vastuullista hankintaa |
Avaimet takeawayt
Paperinvalmistuskone muuttaa raaka-aineet, kuten puumassan ja kierrätyskuidut, paperiarkeiksi muotoilemalla, puristamalla, kuivaamalla ja viimeistelemällä.
Koneessa on kaksi pääosaa: märkä pää, joka muodostaa paperiarkin poistamalla vettä, ja kuiva pää, joka kuivaa ja vahvistaa paperia.
Laadunvalvonta ja automaatio auttavat tuottamaan vahvaa, sileää paperia ja vähentämään hukkaa ja energiankulutusta.
Kestävyys on tärkeää paperinvalmistuksessa, sillä tehtaat käyttävät kierrätyskuituja, ympäristöystävällisiä materiaaleja sekä vettä ja energiaa säästäviä tekniikoita.
Paperinvalmistusprosessin ymmärtäminen osoittaa, kuinka edistyneet koneet luovat jokapäiväisiä paperituotteita tehokkaasti ja vastuullisesti.
Paperinvalmistuskoneen rakenne
Nykyaikainen paperikone koostuu kahdesta pääosasta: märkäpää ja kuivapää. Jokaisella osalla on tärkeä rooli paperinvalmistusprosessissa, jolloin raakamassa muunnetaan valmiiksi paperiksi, jolla on halutut ominaisuudet.
Märkä pää
Märkä pää merkitsee paperinvalmistusprosessin alkua. Tällöin kone vastaanottaa perälaatikosta laimean kuitulietteen, joka levittää seoksen tasaisesti liikkuvalle muodostuskankaalle. Tämä kangas, jota kutsutaan myös langaksi, tukee kuituja veden valuessa pois. Kankaan alla olevat kantosiipialukset ja tyhjiölaatikot auttavat poistamaan vettä nopeasti ja tasaisesti ja samalla liikuttavat kuituja muodostaen yhtenäisen arkin. Muotoiluosa sisältää osia, kuten rintatelan, imulaatikot ja dandy-telan, jotka tasoittavat pintaa ja voivat lisätä vesileimoja. Automaatio varmistaa, että arkin paksuus ja lujuus ovat tasaiset. Teknologiat, kuten märkäpään pakojärjestelmät ja pidätysaineet, parantavat vedenpoistoa, levyjen laatua ja energiatehokkuutta. Märkä pää luo pohjan muulle paperinvalmistusprosessille säätelemällä kuidun jakautumista ja vesipitoisuutta.
Huomautus: Tehokas vedenpoisto märässä päässä ei vain lisää tuottavuutta, vaan tukee myös kestävyyttä vähentämällä energian käyttöä ja parantamalla kuivatusta.
Kuiva pää
Kuivapää jatkaa paperin valmistusprosessia poistamalla suurimman osan jäljellä olevasta vedestä ja viimeistelemällä arkin. Puristinosa puristaa telojen ja huopien avulla vettä märästä rainasta, mikä lisää sen lujuutta ja tiheyttä. Puristuksen jälkeen paperi kulkee kuivausosassa olevien lämmitettyjen sylinterien läpi, jotka haihduttavat kosteutta ja sitovat kuidut yhteen. Liimapuristimessa levitetään tärkkelysliuosta pinnan lujuuden ja painettavuuden parantamiseksi. Paperi liikkuu sitten kalenterin läpi, jossa rautarullat puristavat sen sileäksi ja tasaiseksi. Lopuksi paavikela ja kelauskone kelaa valmiin paperin suuriksi rulliksi lähetystä varten.
Kuiva pää varmistaa, että paperi saavuttaa oikean kuivuuden, lujuuden ja ulkonäön. Asianmukainen valvonta tässä vaiheessa estää vikoja, kuten haurautta tai heikkoja kohtia, jotka voivat vaikuttaa lopputuotteeseen.
Parametri |
Tyypillinen alue/arvo |
Max. Koneen nopeus |
200-250 metriä minuutissa |
Tuotantokapasiteetti |
Noin 10 000 riisiä 8 tunnin työvuorossa |
Max. Paperirullan halkaisija |
Jopa 1400 mm |
Max. Paperirullan leveys |
Noin 1260 mm |
Kokonaismitat |
20 m (P) x 3 m (L) x 2,1 m (K) |
Paperinvalmistuskone yhdistää nämä monimutkaiset järjestelmät tuottaakseen nopeaa ja korkealaatuista tulostetta, mikä tekee siitä olennaisen paperinvalmistusprosessin kannalta.
Kuinka paperia valmistetaan
Paperinvalmistusprosessissa raaka-aineet muutetaan valmiiksi paperirulliksi sarjan huolellisesti ohjattuja vaiheita. Jokaisella vaiheella on tärkeä rooli lopputuotteen ominaisuuksien ja laadun muovaamisessa. Paperin valmistuksen ymmärtäminen auttaa selittämään arkipäiväisten esineiden, kuten kirjojen, pakkausten ja pehmopaperin, monimutkaisuuden.
Raaka-aineen valmistus
Raaka-aineen valmistelu merkitsee paperinvalmistusprosessin alkua. Työntekijät valitsevat ja käsittelevät kuidut, joista tulee paperimassaa. Yleisimpiä lähteitä ovat:
Männyn, kuusen ja kuusen havupuukuidut, jotka tarjoavat pitkiä, vahvoja kuituja kestävälle paperille.
Koivun, eukalyptuksen ja vaahteran lehtipuukuidut, jotka tarjoavat lyhyempiä kuituja sileyden ja painettavuuden takaamiseksi.
Ei-puukuidut, kuten bagassi (sokeriruokojäte), vehnän olki, riisinkuori, bambu, kenaf, hamppu, juutti, puuvilla ja pellava. Nämä vaihtoehdot tukevat kestävää kehitystä ja erikoispaperin tuotantoa.
Kierrätyskuidut, jotka vähentävät ympäristövaikutuksia ja tukevat massa- ja paperiprosessia sekoittamalla ensikuituihin laadun ylläpitämiseksi.
Näiden raaka-aineiden laatu vaikuttaa suoraan valmiin paperin lujuuteen, rakenteeseen ja ulkonäköön. Laadukkaat, kontaminoitumattomat kuidut tuottavat tasaisia tuloksia, kun taas epäpuhtaudet tai liiallinen kosteus voivat aiheuttaa vikoja ja vähentää satoa. Nykyaikaiset tehtaat käyttävät tekniikoita, kuten 'Moisture Gates' ja tiukkaa tarkastusta sisääntulevan materiaalin valvomiseksi. Sertifioidut metsät ja uusiutuvat lähteet auttavat minimoimaan ekologisia jalanjälkiä.
Vinkki: Oikea raaka-aineen esikäsittely, mukaan lukien puun kuorinta ja haketus, takaa tehokkaan massan valmistuksen ja laadukkaan paperin.
Pulping
Sellunvalmistusprosessissa raaka-aineet hajotetaan paperimassaksi, joka toimii pohjana arkinmuodostukselle. Myllyt käyttävät useita menetelmiä:
Mekaaninen massanvalmistus jauhaa puukuituja ja säilyttää suurimman osan ligniinistä. Tämä menetelmä tuottaa enemmän massaa, mutta tuottaa paperia, jonka lujuus ja vaaleus on heikompi ja sopii sanomalehti- ja aikakauslehtiin.
Kemiallinen massanvalmistus liuottaa ligniiniä kemikaalien kanssa, jolloin syntyy vahvempaa ja kirkkaampaa massaa kirjoitus-, paino- ja erikoispapereihin. Tällä menetelmällä on pienempi tuotto ja korkeammat kustannukset.
Biologisessa massanvalmistuksessa käytetään mikro-organismeja ligniinin hajottamiseen, mikä tasapainottaa ympäristövaikutuksia ja käsittelyaikaa.
Kemiallisilla ja mekaanisilla massanvalmistusmenetelmillä on kullakin ainutlaatuiset ympäristövaikutukset. Kemiallinen massanvalmistus vapauttaa jätevesiä, jotka voivat vahingoittaa vesistöjä ja vesieliöitä. Mekaanisessa massanvalmistuksessa käytetään vähemmän kemikaaleja, mutta syntyy enemmän kiinteää jätettä. Tehtaat käyttävät yhä enemmän kierrätyskuituja ja muita kuin puun lähteitä saastumisen ja metsäkadon vähentämiseksi.
Arkin muodostaminen
Muodostusprosessi alkaa, kun paperikone vastaanottaa vetisen paperimassan. Perälaatikko jakaa massan tasaisesti liikkuvalle viiralle tai viiralle. Vaiheet sisältävät:
Massaliete leviää viiran poikki aloittaen kuidun muodostumisen.
Kantosiipialukset vaijerin alla poistavat veden ja kohdistavat kuidut.
Imulaatikot imuroivat enemmän vettä jättäen jäljelle pehmeän maton, jota kutsutaan paperirainaksi.
30-40 metrin matkan jälkeen matto menettää märkäkiiltonsa ja muodostaa alkuperäisen arkin.
Tämä muodostusprosessi määrittää paperin tasaisuuden, paksuuden ja lujuuden. Oikea ohjaus varmistaa, että kuidut tarttuvat hyvin ja arkki muodostuu virheettömästi.
Painamalla
Puristaminen poistaa suurimman osan jäljellä olevasta vedestä paperirainasta. Paperinvalmistuskone käyttää puristusteloja ja imukykyisiä huopoja arkin puristamiseen, mikä vähentää kosteuspitoisuutta noin 60-70 %:sta 45-55 %:iin. Kenkäpuristimet ja kaksoisnippipuristimet tehostavat vedenpoistoa, lisäävät arkin tiheyttä ja kuitujen sitoutumista. Tämä vaihe valmistaa arkin tehokkaaseen kuivumiseen ja parantaa sen lujuutta.
Paina Tyyppi |
Kuvaus |
Tehokkuuskohokohdat |
Kenkäpuristin |
Parantaa vedenpoistoa ja lisää arkin kuivumista vähemmillä puristusnipeillä. |
Parantaa märän rainan lujuutta ja ajettavuutta. |
Kaksoispuristin |
Yhdistää kenkäpuristimen kaksoisnippirakenteen kanssa lineaarista rainaa varten. |
Poistaa pullonkaulat ja lisää kuivuutta ennen kuivaamista. |
Metallihihnatekniikka |
Käyttää kuumaa metallihihnaa veden puristamiseen ja haihduttamiseen samanaikaisesti. |
Lisää kuivauspitoisuutta ja tuotantokapasiteettia. |
IntelliPress Linear |
Kompakti osa kenkäpuristimella pieniin/keskikokoisiin uusintoihin. |
Saavuttaa korkean kuivuuden ja alentaa energiankulutusta. |
Tarkka kosteuden hallinta puristuksen aikana on välttämätöntä. Liiallinen kosteus voi vaikuttaa paperin painoon, mittoihin ja taittokykyyn. Kehittyneet tekniikat auttavat ylläpitämään tasaista kosteutta ja estämään vikoja.
Kuivaus
Kuivausvaihe vähentää kosteutta edelleen halutulle tasolle, tyypillisesti 6-7 %. Paperiraina kulkee höyryllä lämmitetyissä sylintereissä, joissa lämpö haihduttaa vettä johtuen. Kuivauskuvun ilmajärjestelmät tuottavat lämmitettyä ilmaa konvektiokuivaukseen. Lämmöntalteenottojärjestelmät ottavat energiaa pois poistoilmasta, mikä parantaa tehokkuutta.
Paperi kulkee höyrylämmitteisten kuivaussylintereiden yli lämmittäen ja haihduttaen kosteutta vähitellen.
Lämmitetty ilma kiertää kuivausrummussa ja poistaa haihtunutta vettä konvektiolla.
Synteettiset kuivauskankaat ja kireyden säätö pitävät rainan kosketuksen tasaisen kuivauksen takaamiseksi.
Automaatio ja anturit valvovat höyryn ja ilman parametreja optimoiden kosteuden profiloinnin.
Kuivauksen osuus sellu- ja paperiprosessin kokonaisenergiankulutuksesta on noin 22 %. Innovaatiot, kuten Superheated Steam Drying (SSD) voivat vähentää energiankulutusta jopa 60 %, mikä tukee CO2-päästötöntä tuotantoa.
Huomautus: Tehokas kuivaus varmistaa, että paperi saavuttaa oikean kuivuuden, estää haurautta ja parantaa laatua.
Viimeistely ja käämitys
Viimeistely ja kelaus viimeistelevät paperinvalmistusprosessin. Kalanterointi kuljettaa kuivuneen paperin lämmitettyjen telojen läpi, mikä parantaa sileyttä, kiiltoa ja paksuuden sakeutta. Tämä vaihe parantaa tulostettavuutta, ulkonäköä ja pakkaamisen suorituskykyä. Kalanterointiparametrit on säädetty tasapainottamaan bulkki-, imukyky- ja kosketusominaisuuksia.
Kalanteroitu paperi kulkee sujuvasti nopeilla jalostus- ja pakkauslinjoilla.
Oikea viimeistely tukee taittotarkkuutta, pinoamista ja mittojen vakautta.
Viimeistelyn jälkeen paperikone kelaa paperin suurille teräsrullille. Työntekijät jakavat nämä kelat pienemmiksi rulliksi ja kelaavat ne pahvisydämille kuljetusta varten. Rullat saavat kosteutta kestävän kääreen ja etiketin. Arkkituotteissa rullat leikataan arkeiksi, pinotaan riisteiksi ja pakataan lähetystä varten. Lisäpinnoitteita voidaan levittää asiakkaan tarpeiden mukaan.
Vihje: Huolellinen viimeistely ja kelaus suojaavat paperia kuljetuksen aikana ja varmistavat, että se täyttää markkinoiden vaatimukset.
Paperinvalmistusprosessi raaka-aineen valmistelusta käämitykseen osoittaa, miten paperi valmistetaan nykyaikaisissa tehtaissa. Jokainen vaihe perustuu edistykselliseen teknologiaan ja tiukkaan laadunvalvontaan korkealaatuisen paperin tuottamiseksi eri käyttötarkoituksiin.
Paperinvalmistusprosessin laatu
Laadunvalvonta
Laadunvalvonta varmistaa, että jokainen paperinvalmistusprosessin aikana valmistettu arkki täyttää tiukat korkealaatuiselle paperille asetetut standardit. Mills asettaa selkeät laatustandardit ja välittää ne koko henkilöstölle. He käyttävät laadunhallintajärjestelmää (QMS) organisoidakseen ja seuratakseen jokaista vaihetta. Säännölliset auditoinnit auttavat tunnistamaan kehittämiskohteita. Käyttäjät seuraavat keskeisiä parametreja, kuten massan sakeutta, jauhatusintensiteettiä, retentioaineen annostusta, arkin muodostusta, paksuutta, kosteuspitoisuutta, pinnoitteen painoa ja kiiltoa.
Tehtaat keräävät tilastollista prosessinohjausta (SPC) datan ja spot-muunnelmien keräämiseen. Ohjauskaaviot, kuten X-bar, R-kaaviot ja yksittäiset mittauskaaviot, auttavat ylläpitämään prosessin vakautta.
Kehittyneet työkalut, kuten konenäkö, spektroskopia ja kromatografia, antavat yksityiskohtaista tietoa tuotteen laadusta.
Jatkuva valvonta mahdollistaa nopeat korjaavat toimenpiteet, pitää prosessin vakaana ja varmistaa korkealaatuisen paperin joka vaiheessa.
Vinkki: Johdonmukainen laadunvalvonta johtaa vähemmän vikoja ja vähemmän jätettä, mikä tukee sekä asiakastyytyväisyyttä että kestävyyttä.
Tehokkuusominaisuudet
Nykyaikaisissa paperikoneissa on monia ominaisuuksia, jotka lisäävät tehokkuutta ja vähentävät jätettä. Automaatio käsittelee toistuvia tehtäviä, mikä alentaa työvoimakustannuksia ja parantaa johdonmukaisuutta. IoT-yhteensopivat laitteet seuraavat varastoa ja koneen suorituskykyä reaaliajassa. Ennakoiva huolto käyttää antureita ja tekoälyä havaitsemaan ongelmat ennen vikaantumista, mikä vähentää seisokkeja.
Tehokkuusominaisuus |
Kuvaus |
Vaikutus jätteeseen ja seisokkien vähentämiseen |
Automaattinen epäpuhtauksien poisto |
Anturit ja tekoäly havaitsevat ja poistavat epäpuhtaudet automaattisesti. |
Vähentää manuaalisen lajittelun aiheuttamaa kontaminaatiota ja seisokkeja. |
Reaaliaikainen seuranta |
Anturit arvioivat prosessiolosuhteita jatkuvasti. |
Havaitsee ongelmat ajoissa ja ehkäisee vikoja. |
Ennakoiva huolto |
Tietojen analysointi ja tekoäly ennustavat laitevikoja. |
Minimoi seisokit ja pidentää laitteen käyttöikää. |
Jatkuva toiminnan suunnittelu |
Koneet käyvät ilman säännöllisiä pysähdyksiä. |
Ylläpitää tuottavuutta ja lyhentää joutoaikaa. |
Energiatehokkuusmekanismit |
Energiaa säästävät tekniikat alentavat käyttökustannuksia. |
Tukee kestävyyttä ja vähentää ympäristövaikutuksia. |
Kuljetinjärjestelmien integrointi |
Automaattiset kuljetusjärjestelmät parantavat työnkulkua. |
Vähentää kontaminaatioriskiä ja pullonkauloja. |
Korkea kuidun palautusteho |
Kehittyneet mallit maksimoivat käyttökelpoisen kuidunpoiston. |
Lisää raaka-aineiden käyttöä ja vähentää jätettä. |
Automaatio ja digitaaliset valvontajärjestelmät parantavat myös turvallisuutta vähentämällä ihmisten läsnäoloa vaarallisilla alueilla. Reaaliaikaisen tiedon avulla käyttäjät voivat tehdä nopeita päätöksiä ja pitää paperinvalmistusprosessin sujuvana. Nämä ominaisuudet auttavat tehtaita tuottamaan korkealaatuista paperia tehokkaasti ja tukevat samalla kestävän kehityksen tavoitteita.
Kestävyys paperinvalmistuksessa
Ympäristöystävälliset materiaalit
Paperinvalmistusteollisuus jatkaa siirtymistä kohti ympäristöystävällisiä materiaaleja kestävän kehityksen tukemiseksi. Valmistajat käyttävät nyt puupohjaisia raaka-aineita ja puuperäisiä biokemikaaleja, kuten nanoselluloosaa ja ligniiniä, vaihtoehtoina fossiilisille polttoaineille perustuville aineille. Nämä innovaatiot auttavat vähentämään paperinvalmistuksen ympäristövaikutuksia. Komposiittimateriaalit, jotka yhdistävät paperin suojakerroksiin, parantavat kierrätettävyyttä ja suorituskykyä. Tutkimusryhmät Euroopassa ja Pohjois-Amerikassa panostavat paperin kehittämiseen, jossa on parempi kosteus- ja happisulku, tavoitteenaan tuotteet, jotka ovat sekä toimivia että helppoja kierrättää.
Kestäviä käytäntöjä ovat myös biohajoavien musteiden, kuten soijapohjaisten musteiden, käyttö ja kierrätyspaperin käyttöönotto. Teollisuus istuttaa enemmän puita kuin korjaa, mikä tukee ekologista tasapainoa. Perinteisiin materiaaleihin verrattuna ympäristöystävällisillä vaihtoehdoilla voi olla korkeammat alkukustannukset, mutta ne tarjoavat paremman kestävyyden, kosteudenkestävyyden ja kuluttajien houkuttelevuuden. Kierrätyskuiduista ja maatalousjätteistä valmistetut muovipakkaukset ovat muovia edullisempia ja tukevat kiertotaloutta.
Tekijä |
Perinteiset materiaalit |
Ympäristöystävälliset materiaalit |
Alkukustannukset |
Alentaa |
Korkeampi |
Ympäristövaikutus |
Korkeampi |
Alentaa |
Kuluttajan valitus |
Kohtalainen |
Korkeampi |
Säännösten noudattaminen |
Vaikea |
Tasattu |
Veden ja energian käyttö
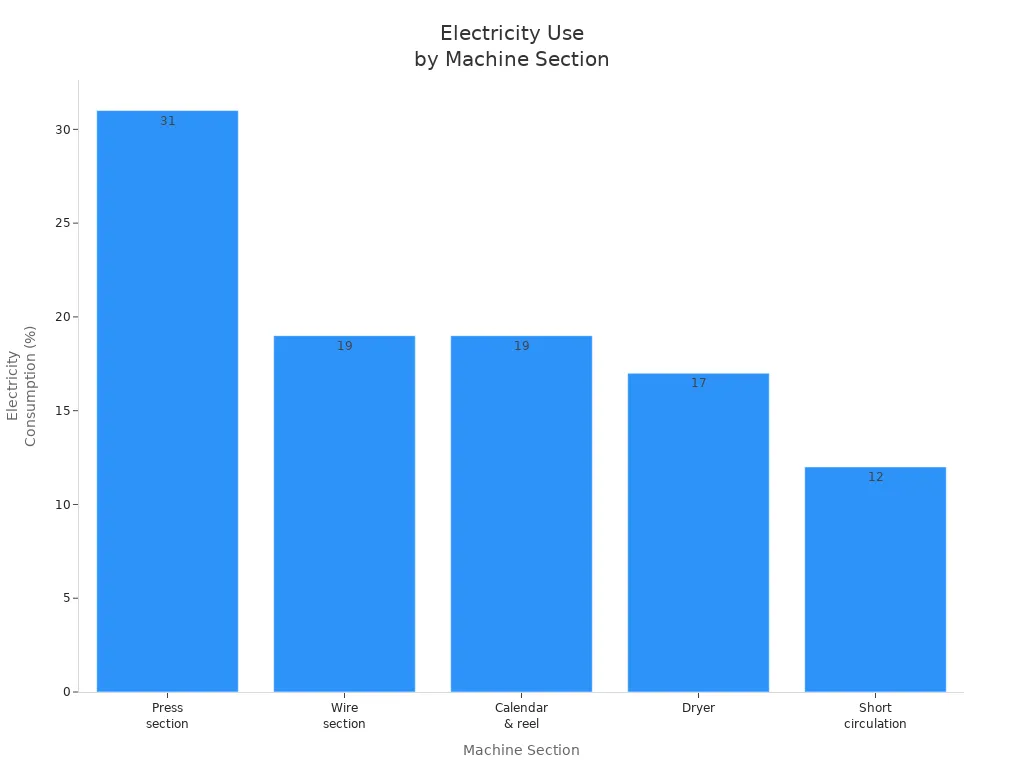
Paperinvalmistuskoneet kuluttavat huomattavia määriä vettä ja energiaa. Yksi kone kuluttaa keskimäärin noin 140 MWh energiaa, ja sanomalehtipaperikoneet kuluttavat vielä enemmän. Suurin osa tästä energiasta käyttää pumppuja, käyttölaitteita ja vedenpoistojärjestelmiä. Kitkahäviöt muodostavat suuren osan energiankäytöstä erityisesti puristin- ja viiraosissa.
Nykyaikaiset tehtaat käyttävät kehittyneitä vedenkäsittely- ja kierrätysjärjestelmiä makean veden käytön vähentämiseksi. Ultrasuodatus tuottaa erittäin puhdasta vettä uudelleenkäyttöä varten, kun taas suljetut mekaaniset tiivisteet ja päivitetyt imutelat minimoivat vesihäviön. Automaatio- ja ohjausjärjestelmät auttavat optimoimaan energian käyttöä, tehostamaan prosessia ja tukemaan kestävän kehityksen tavoitteita.
Vinkki: Laitteiden päivittäminen ja kierrätyskuitujen käyttö voivat vähentää sekä veden- että energiankulutusta, mikä auttaa tehtaita saavuttamaan ympäristötavoitteensa.
Kierrätys
Kierrätyksellä on keskeinen rooli paperiteollisuuden kestävän kehityksen kannalta. Noin 55 prosenttia maailman paperituotannosta käyttää kierrätyskuituja, ja joillakin alueilla osuus on jopa 75 prosenttia. Kierrätys vähentää kaatopaikkajätettä, säästää resursseja ja vähentää energian käyttöä. Tehtaat voivat kierrättää paperia useita kertoja, vaikka kuidun laatu saattaa heikentyä jokaisen jakson myötä.
Kierrätyksen etuja ovat mm.
Haasteita on edelleen, kuten jätteen saastuminen, kuitujen hajoaminen ja kierrätysteknologian investointitarve. Näistä ongelmista huolimatta teollisuus jatkaa kierrätysasteen ja tehokkuuden parantamista. Investoinnit uuteen infrastruktuuriin ja teknologiaan auttavat voittamaan esteitä ja tukevat pitkän aikavälin kestävyyttä.
Paperinvalmistuskone muuttaa raaka-aineet valmiiksi paperiksi tarkkojen vaiheiden avulla. Prosessi sisältää kuitujen valmistuksen, arkkien muodostamisen, puristamisen, kuivauksen ja viimeistelyn. Jokaisessa vaiheessa käytetään edistynyttä tekniikkaa laadun ja tehokkuuden varmistamiseksi. Tehtaat keskittyvät kestävään kehitykseen käyttämällä kierrätyskuituja ja ympäristöystävällisiä menetelmiä. Tämän prosessin ymmärtäminen auttaa lukijoita arvostamaan arjen paperituotteiden takana olevia innovaatioita.
FAQ
Mikä on paperikone?
Paperikone valmistaa paperia raaka-aineista, kuten puumassasta tai kierrätyskuiduista. Kone käyttää mekaanisia ja kemiallisia vaiheita paperiarkkien muodostamiseen, puristamiseen, kuivaamiseen ja viimeistelyyn moniin käyttötarkoituksiin.
Miten paperipussien valmistuskone eroaa paperikoneesta?
Paperipussien valmistuskone muotoilee ja sulkee paperin pusseihin. Paperinvalmistuskone valmistaa ensin raakapaperirullat. Tehtaat käyttävät molempia koneita pakkaustuotteiden valmistukseen.
Voiko paperikupin valmistuskoneessa käyttää kierrätyspaperia?
Paperikupin valmistuskoneessa voidaan käyttää kierrätyspaperia, jos materiaali täyttää hygienia- ja lujuusvaatimukset. Tehtaat sekoittavat usein kierrätyskuituja neitseelliseen massaan varmistaakseen turvalliset ja tukevat kupit.
Mitä huoltoa paperikone vaatii?
Kuljettajat puhdistavat ja tarkastavat paperikoneen päivittäin. He tarkistavat rullat, vaihtavat kuluneita osia ja valvovat antureita. Säännöllinen huolto estää vikoja ja pitää tuotannon tehokkaana.
Miksi tehtaat valitsevat automaattiset paperinvalmistuskoneet?
Tehtaat valitsevat automaattiset paperinvalmistuskoneet suuremman nopeuden, paremman laadun ja alhaisempien työvoimakustannusten vuoksi. Automaatio auttaa valvomaan prosessia, vähentämään jätettä ja parantamaan työntekijöiden turvallisuutta.