Stroj na výrobu papíru přeměňuje dřevěné štěpky a recyklované materiály na hladké, vysoce kvalitní listy prostřednictvím pečlivě kontrolovaného procesu výroby papíru. Moderní stroje používají pokročilé ovládací prvky ke sledování každého kroku, zvyšují efektivitu a zajišťují konzistentní výsledky.
Klíčovým cílem zůstává udržitelnost, protože závody recyklují vodu a snižují spotřebu energie.
Technologie nebo opatření |
Zlepšení efektivity a kvality |
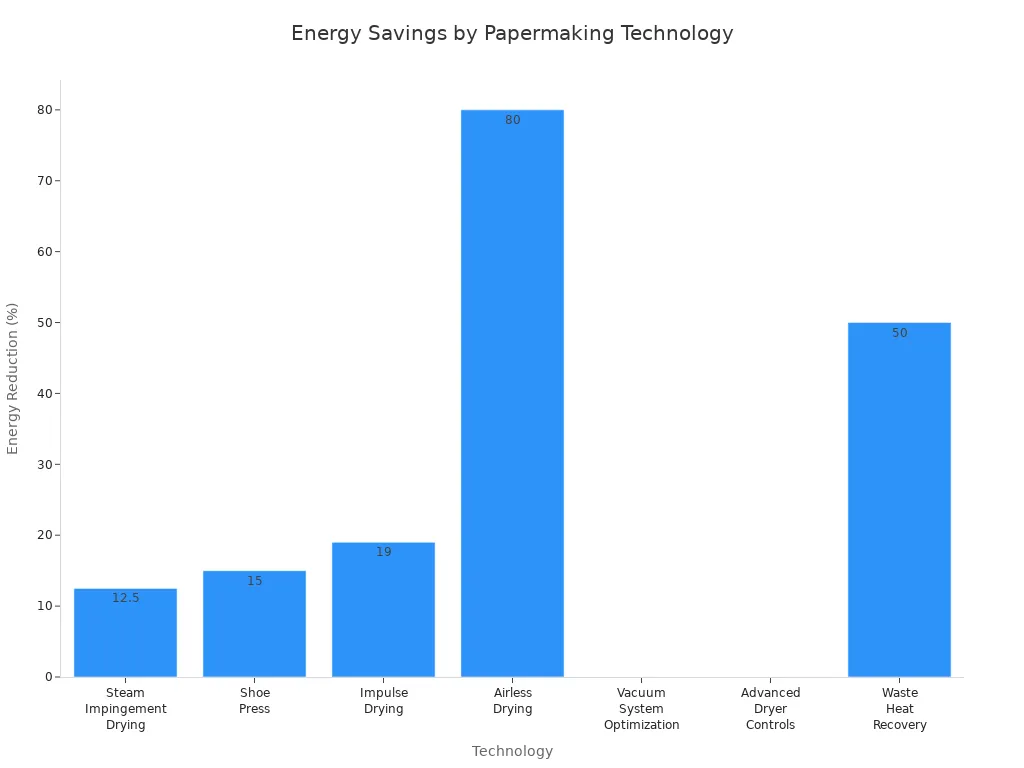
Sušení nárazem páry |
Šetří 10-15% energie, zlepšuje účinnost sušení. |
Shoe (Extended Nip) Press |
Snižuje spotřebu energie, zlepšuje pevnost a kvalitu papíru. |
Impulzní sušení |
Šetří 18-20 % energie, zvyšuje rychlost sušení a suchost papíru. |
Bezvzduchové sušení |
Dosahuje 70-90% snížení tepelné energie, zvyšuje účinnost sušení. |
Optimalizace vakuového systému |
Výrazně šetří energii, zlepšuje účinnost odvodnění. |
Pokročilé ovládání sušičky |
Zlepšuje řízení procesu, zvyšuje jednotnost papíru. |
Rekuperace odpadního tepla ze sušení |
Snižuje spotřebu energie až o 50 %, snižuje náklady a dopad na životní prostředí. |
Proces výroby papíru využívá tyto inovace k výrobě pevného, jednotného papíru a zároveň podporuje udržitelnost. Proces výroby papíru spoléhá na kontroly kvality, řízení zdrojů a technologii, které odpovídají na otázku: jak se vyrábí papír od začátku do konce?
Klíčové věci
Stroje na výrobu papíru mění dřevěné štěpky a recyklované materiály na hladké, pevné listy pomocí přesných kroků a pokročilého ovládání.
Suroviny jako dřevěná buničina, recyklovaná vlákna a nedřevěné zdroje jsou pečlivě připravovány, aby byla zajištěna kvalita a udržitelnost.
Tvarovací sekce tvaruje buničinu do jednotných listů pomocí strojů jako Fourdrinier a válcových typů, z nichž každý je vhodný pro různé druhy papíru.
Lisování a sušení účinně odstraňuje vodu, zlepšuje pevnost papíru a šetří energii pomocí moderních technologií.
Udržitelnost je klíčová, protože závody používají ekologické chemikálie, recyklují vodu, šetří energii a zodpovědně hospodaří s lesy.
Příprava surovin
Proces výroby buničiny a papíru začíná pečlivou přípravou suroviny. Mlýny používají k výrobě papírové hmoty různé zdroje. Mezi nejběžnější suroviny patří:
Dřevovina, která dominuje celosvětové nabídce a zajišťuje stálou kvalitu.
Recyklovaný papír, který se stal důležitějším, protože se závody zaměřují na udržitelnost a vylepšenou technologii recyklace.
Nedřevěná vlákna, jako je bambus, konopí a zemědělské zbytky, které nabízejí jedinečné vlastnosti a nižší dopad na životní prostředí.
Recyklovaná vlákna, která pomáhají snižovat množství odpadu a podporují ekologickou výrobu.
Odkorňování a štěpkování
Prvním krokem při přípravě suroviny je přeměna kmenů na malé jednotné třísky. Mlýny dodržují přesné pořadí:
Dělníci vkládají kmeny do odkorňovacího bubnu. Buben klopí polena a stříká je vodními tryskami, aby se odstranila kůra. Tento krok zabraňuje kontaminaci a chrání strojní zařízení.
Čisté kmeny se přesunou do vysokorychlostního štěpkovače. Štěpkovač používá ostré, rotující nože k řezání polen na malé, rovnoměrné dřevěné třísky.
Jednotná velikost čipu je nezbytná. Zajišťuje efektivní vaření a konzistentní separaci vláken během procesu rozvlákňování, což ovlivňuje konečnou kvalitu papíroviny.
Způsoby rozvlákňování
Po štěpkování používají mlýny k oddělení vláken různé metody rozvlákňování. Dva hlavní typy jsou mechanické a chemické rozvlákňování. Níže uvedená tabulka porovnává jejich klíčové vlastnosti:
Aspekt |
Mechanické rozvlákňování |
Chemické rozvlákňování |
Výtěžek |
Vysoká (90–95 %) |
Nízká (40–55 %) |
Síla papíru |
Nižší pevnost |
Vyšší pevnost |
Jas |
Nižší jas |
Vyšší jas |
Životnost |
Omezená životnost (žlutá) |
Větší životnost |
Mechanické rozvláknění zachovává většinu dřevní hmoty, výsledkem je vysoká výtěžnost, ale nižší kvalita. Chemické rozvlákňování odstraňuje lignin a nečistoty a vytváří silnější, zářivější a trvanlivější vlákna. Chemická výroba buničiny představuje více než 70 % celosvětové produkce buničiny, přičemž mechanická výroba buničiny se používá hlavně pro produkty, jako je novinový papír. Mlýny volí proces rozvlákňování na základě požadované kvality papíru a konečného použití.
Zpracování buničiny
Praní a bělení
Praní a bělení hrají zásadní roli v procesu výroby buničiny a papíru. Mlýny odstraňují nečistoty z papíroviny pro zlepšení jasu a kvality. Mezi hlavní kontaminanty patří adsorbovatelné organické halogenidy (AOX), dioxiny, furany, pryskyřičné kyseliny, chlorované ligniny, fenolické sloučeniny a syntetické organické sloučeniny. Tyto látky jsou často výsledkem chemických reakcí během výroby buničiny a bělení. Pracovníci používají promývací kroky k odstranění těchto škodlivých materiálů, což snižuje vypouštění do životního prostředí a zvyšuje kvalitu buničiny. Pokročilé techniky bělení, jako je bělení bez elementárního chlóru (ECF) a zcela bez chlóru (TCF), dále snižují škodlivé zbytky.
Mezi běžná bělicí činidla patří chlór, oxid chloričitý, peroxid vodíku a hydroxid sodný. Chlór reaguje s ligninem za účelem jeho solubilizace, zatímco oxid chloričitý slouží jako silné oxidační činidlo při bělení ECF. Peroxid vodíku zesvětluje buničinu a hydroxid sodný pomáhá při vaření i bělení. Mlýny také používají méně běžná činidla, jako je kyselina peroxyoctová, peroxymonosulfát draselný a enzymy, jako je xylanáza. Environmentální obavy vedly ke snížení používání elementárního chlóru, protože může tvořit dioxiny.
Tip: Mlýny, které používají bělení bez chlóru a ekologické chemikálie, pomáhají chránit životní prostředí a vyrábět čistší a vysoce kvalitní papír.
Rafinace a šlehání
Rafinace a mletí mění strukturu vláken papírové buničiny. Operátoři používají mechanickou úpravu k vyvolání vnitřní fibrilace, která zvyšuje bobtnání a pružnost vláken. Tento proces zlepšuje spojování vláken a zhušťování listů. Při rafinaci dochází také k vnější fibrilaci, tvorbě jemných částic, zkracování vláken a narovnávání vláken. Zvýšená dostupnost hemicelulózy na površích vláken zlepšuje vazbu mezi vlákny. Tyto změny mají za následek hustší plechy s vyšší pevností v tahu a tuhostí. Rafinace také ovlivňuje elektrokinetické vlastnosti a povrchové náboje vláken, které ovlivňují kvalitu papíru. Celkový efekt je pevnější, tužší a jednotnější papír.
Velikost a barvení
Klížidla a barviva dodávají papíru jeho konečné vlastnosti. Mlýny používají přírodní i syntetická klížidla, jako je kalafuna, dimer alkylketenu (AKD), anhydrid kyseliny alkenyljantarové (ASA), škrob a styrenakrylát. Klížící prostředky spadají do dvou kategorií: vnitřní (přidávané do buničiny) a povrchové (aplikované po vytvoření listu). Tyto prostředky zvyšují odolnost vůči vodě vytvořením hydrofobních bariér, snižují poréznost papíru a zabraňují pronikání vody. Nastavení velikosti také zlepšuje potiskovatelnost tím, že zvyšuje absorpci inkoustu a snižuje krvácení inkoustu. Mechanické vlastnosti, jako je pevnost v tahu, odolnost proti roztržení a skládací, se zlepšují správným dimenzováním.
Barviva, včetně pigmentů a barviv, poskytují požadovaný odstín a jas. Volba klížících a barvících činidel závisí na zamýšleném použití papíru. Například AKD vyhovuje obalům, kalafuna funguje pro speciální papíry a škrob je běžný v tiskových papírech. Frézuje vybraná činidla, aby zajistila, že papír splňuje specifické požadavky na pevnost, vzhled a výkon.
Formování archů v papírenském stroji
Fáze tvorby plechu je srdcem stroj na výrobu papíru . V této fázi se zpracovaná buničina přemění na souvislé listy, čímž se vytvoří základ pro pevnost, hladkost a jednotnost konečného papíru. Proces tváření spoléhá na přesné řízení a pokročilé inženýrství, aby byly zajištěny vysoce kvalitní výsledky.
Wet End a Headbox
Mokrý konec papírenského stroje připravuje kaši buničiny pro tvorbu listu. Nátoková skříň hraje v tomto procesu klíčovou roli. Převádí tok buničiny z potrubí na tenký, rovnoměrný paprsek, který se šíří po celé šířce formovací tkaniny. Tento krok je nezbytný pro výrobu jednotných listů.
Kaše z buničiny nejprve vstupuje do nádrže na tlumení pulzací, která snižuje kolísání tlaku a zajišťuje stabilní průtok.
Kaše se přesouvá do vysokokonzistenčního (HC) sběrače a rozděluje ji rovnoměrně po šířce nátokové skříně.
Hlavička s nízkou konzistencí (LC) řídí konzistenci buničiny.
Operátoři používají regulační ventil ředění k úpravě přidávání vody a přesně řídí koncentraci vláken.
Míchací komora důkladně promíchá zředěnou dužinu pro jednotnou konzistenci.
Distribuční trubka rozprostře kejdu rovnoměrně po šířce nátokové skříně.
Uklidňovací komora uklidňuje proudění a snižuje turbulence.
Generátor turbulence znovu zavádí řízenou turbulenci, aby udržela vlákna zavěšená a zabránila shlukování.
Buničina vystupuje tryskou a nasměruje kaši rovnoměrně na drát.
Nastavitelné okraje na trysce ovládají tloušťku a rychlost kejdy a dolaďují distribuci.
Kaše je nakonec ukládána na pohybující se sekci drátu, kde je rovnoměrné rozložení vláken rozhodující pro kvalitu papíru.
Nátok zajišťuje, že kaše buničiny odpovídá rychlosti formovací tkaniny. Tato pečlivá kontrola zabraňuje shlukování vláken a udržuje rovnoměrnou tloušťku po celé desce. Operátoři mohou nastavit řezné okraje a ředicí ventily pro jemné doladění plošné hmotnosti a rozložení vláken, což přímo ovlivňuje stejnoměrnost a pevnost hotových listů.
Poznámka: Rovnoměrná tvorba listu na mokré straně je nezbytná pro výrobu vysoce kvalitního papíru s konzistentními vlastnostmi.
Sekce tváření a odstraňování vody
Ve formovací sekci se zředěná kaše buničiny nalévá na pohybující se formovací tkaninu, známou také jako drát. Formovací tkanina funguje jako propustná podpora, která umožňuje odtok vody a zároveň zadržuje vlákna. Tento krok představuje začátek procesu tvarování, kdy se buničina přemění na souvislou síť.
Síťová struktura formovací tkaniny ovlivňuje, jak se vlákna usazují a vyrovnávají. Gravitační a sací boxy pod drátem pomáhají rychle odstranit vodu. Jak se pás pohybuje dopředu, podtlakové odvodnění dále snižuje obsah vody. Proces tvarování v této fázi zajišťuje rovnoměrné rozložení vláken a zabraňuje shlukům a slabým místům v listech.
Operátoři používají několik metod k odstranění vody z buničiny během tvorby listu:
Suspenze buničiny začíná s velmi nízkým obsahem pevných látek, obvykle kolem 0,2 % hmotnostních.
Suspenze se míchá, aby se zajistila homogenita.
Vakuová filtrace odstraňuje významnou část vody a vytváří na tkanině plát.
Předsušení ve vakuu a teple dále snižuje vlhkost.
Fólie se poté odloupne a znovu vysuší, aby se dosáhlo požadované suchosti.
Po tvarovací sekci síť stále obsahuje vysoké procento vody, ale je mnohem sušší než původní kaše. Proces formování v této fázi vytváří základ pro strukturu a kvalitu papíru.
Fourdrinier a válcové stroje
V průmyslu dominují dva hlavní typy papírenských strojů: Fourdrinier a válcové stroje. Každý typ používá jiný proces formování a vyrábí různé druhy papíru.
Aspekt |
Fourdrinierův stroj |
Válcový stroj |
Formování papíru |
Jedna stejnoměrná vrstva vytvořená na kontinuálně se pohybujícím plochém drátěném pletivu. |
Několik vrstev se vytvořilo na rotujících válcích částečně ponořených v sudech s buničinou a poté slisovány dohromady. |
Papírové známky |
Vyrábí hladší a tenčí papíry ideální pro tisk, psaní a lehké papíry (40–120 g/m2). |
Vyrábí silnější, vícevrstvé papíry, jako je karton, prokládací lepenka a obalové materiály (nad 120 g/m2). |
Provozní rychlost |
Vyšší rychlosti, typicky 1800-2000 metrů za minutu. |
Nižší rychlosti, obvykle 200-600 metrů za minutu. |
Orientace vláken |
Vlákna zarovnaná hlavně ve směru stroje, výsledkem je anizotropní pevnost (poměr 2:1 až 3:1). |
Vlákna jsou rovnoměrněji rozmístěna napříč směry a poskytují vyváženou pevnost (poměr přibližně 1,5:1). |
Konzistence buničiny |
Mírně vyšší (0,8%-1,2%), napomáhá tvorbě listů a odvodňování. |
Nižší (0,5%-1%), usnadňuje hladké vrstvení více vrstev. |
Údržba |
Intenzivnější kvůli složitosti a četným pohyblivým částem. |
Jednodušší mechanická konstrukce, vyžadující méně častou údržbu. |
Výstupní charakteristiky |
Vytváří jednotné, hladké, tenké listy vhodné pro jemné papíry a tisk. |
Vyrábí silnější, pevnější vícevrstvé listy vhodné pro balicí a speciální papíry. |
Stroj Fourdrinier dominuje moderně trh se stroji na výrobu papíru , který představuje více než 60 % instalací po celém světě. Tento stroj vyniká ve výrobě hladkých tenkých archů pro tisk a psaní. Válcové stroje, i když jsou méně běžné, jsou preferovány pro silnější, vícevrstvé papíry, jako je lepenka a obalové materiály. Oba typy papírenských strojů spoléhají na přesné řízení procesu tvarování, aby bylo dosaženo požadovaných vlastností papíru.
Tip: Volba mezi stroji Fourdrinier a válcovými stroji závisí na požadované jakosti papíru a konečném použití. Stroje Fourdrinier nabízejí rychlost a rovnoměrnost, zatímco válcové stroje poskytují pevnost a tloušťku pro speciální aplikace.
Lisování, sušení a dokončování
Tisková sekce
Lisovací sekce papírenského stroje odstraňuje vodu z mokrého papírového pásu působením mechanického tlaku. Lisovací válce mačkají síťovinu a absorpční lisovací plsti pomáhají vytahovat vodu kapilárním působením. Pokročilé lisy, jako jsou patkové lisy, prodlužují dobu a tlak, což zlepšuje odstraňování vody a chrání list papíru. Po tvarovací sekci obsahuje papírový pás asi 60 až 70 % vody. Lisovací sekce snižuje tuto vlhkost na přibližně 45-55%. Tento krok snižuje energii potřebnou k sušení a zlepšuje kvalitu papíru i efektivitu výroby.
Mezi běžné typy lisů patří:
Piškotové lisy, které používají čistou houbu na jednotlivé listy.
Jednoduché lisy na překližku, utažené pomocí C-svorek.
Hydraulické lisy s použitím zvedáků pro silnější nebo vícenásobné plechy.
Vakuové stolní lisy, které odsávají vodu pomocí sání.
Upravené lisy z jiných průmyslových odvětví, jako jsou lisy na knihy nebo květiny.
Přenosné učebny lisy a domácí lisy pro specifické potřeby.
Sekce sušení
Sušící sekce odstraňuje většinu zbývající vlhkosti z papírového pásu. Parou vyhřívané válce suší tkaninu na požadovaný obsah vlhkosti, který je důležitý pro pevnost a stabilitu. Energetická účinnost v této fázi vychází z několika strategií:
Systémy rekuperace tepla zachycují odpadní teplo k předehřevu přiváděného vzduchu.
Konstrukce digestoře zlepšují recirkulaci tepla.
Správná údržba vzduchových filtrů a potrubí zajišťuje účinné proudění vzduchu.
Pokročilé řídicí systémy využívají senzory k udržení optimální vlhkosti.
Inovace v oblasti sušicích tkanin a řízení páry snižují spotřebu energie.
Moderní technologie sušení zahrnují mikrovlnné sušení a pokročilé systémy sušení tkání, které dále zlepšují účinnost a kvalitu produktů.
Velikost povrchu a kalandrování
Klížení povrchu a kalandrování jsou klíčové dokončovací kroky. Klížení povrchu připravuje povrch papíru, zlepšuje jas, hladkost a potiskovatelnost. Kalandrování stlačuje povrch papíru, snižuje drsnost a zvyšuje lesk. Tento proces mění strukturu vláken, čímž je povrch rovnoměrnější a lepší pro tisk. Kalandrovací zařízení zahrnuje strojní povrchovou úpravu, superkalandrovanou povrchovou úpravu a typy povrchové úpravy talířem, z nichž každý nabízí různé úrovně hladkosti a lesku.
Navíjení a řezání
Po dokončení se papír navíjí do velkých jumbo rolí. Převíječe řezaček tyto role řežou na užší proužky pomocí nožů a poté je převíjejí na nová jádra. Proces využívá přesné řízení napětí a systémy zarovnání pásu, aby se zabránilo poškození a zajistila se konzistentnost. Automatizované systémy mohou upravit šířku role, hustotu a detekovat vady. Konečný produkt lze dále rozřezat na listy nebo menší role, připravit k zabalení a expedici.
Kontrola kvality a udržitelnost v procesu výroby papíru
Kontroly kvality v reálném čase
Moderní závody používají pokročilé systémy pro monitorování procesu výroby papíru a udržují standardy vysoké kvality papíru. Systém kontroly kvality (QCS) měří vlastnosti jako obsah vlhkosti, hladkost, drsnost a oboustrannost v reálném čase. Tyto digitální nástroje shromažďují a analyzují data okamžitě a umožňují technikům upravovat nastavení a předcházet závadám. Strojové učení a umělá inteligence nyní pomáhají předvídat problémy dříve, než nastanou, ale na proces stále dohlížejí kvalifikovaní pracovníci. Tiskárny kombinují tyto digitální systémy s pravidelnými kontrolami zařízení, aby zajistily, že proces výroby papíru zůstane spolehlivý a efektivní. Tento přístup snižuje prostoje a udržuje stálou kvalitu produktu.
Kategorie parametru kvality |
Příklady měřených parametrů |
Fyzikální vlastnosti |
Plošná hmotnost, tloušťka, barva |
Chemické vlastnosti |
Obsah vlhkosti, obsah popela |
Vlastnosti povrchu |
Hladkost, drsnost, lesk, bělost |
Strukturální vlastnosti |
Dvoustrannost |
Poznámka: Vlastnosti povrchu jako drsnost a lesk ovlivňují kvalitu tisku a vzhledu papíru. Obsah vlhkosti je také důležitý pro pevnost a stabilitu.
Environmentální praktiky
Udržitelnost řídí každý krok procesu výroby papíru. Mlýny nahradily bělení na bázi chlóru bezpečnějšími metodami, aby se zabránilo škodlivým chemikáliím. Používají recyklovaná vlákna a alternativní zdroje, jako je bambus nebo zemědělský odpad, k ochraně lesů a snížení spotřeby energie. Systémy recyklace vody a pokročilé technologie úpravy pomáhají mlýnům používat méně vody a udržovat ji čistou. Mnoho zařízení nyní spoléhá na bioenergii z obnovitelných paliv, což snižuje jejich uhlíkovou stopu. Automatizace a digitální ovládání snižují plýtvání a šetří energii. Odpovědné získávání zdrojů a obhospodařování lesů podporuje biologickou rozmanitost a opětovné zalesňování. Zlepšení dodavatelského řetězce, jako je získávání materiálů blíže k závodu, dále snižuje dopady výroby papíru na životní prostředí.
Odstraňte bělení na bázi chlóru
Používejte recyklovaná vlákna a alternativní suroviny
Efektivně recyklujte a upravujte vodu
Zlepšete energetickou účinnost pomocí moderních zařízení
Používejte obnovitelné bioenergie
Praxe odpovědného hospodaření v lesích
Optimalizujte dodavatelské řetězce pro nižší emise
Tip: Výběr vysoce kvalitního papíru vyrobeného udržitelnými postupy pomáhá chránit životní prostředí.
Balení a doprava
Mlýny chrání hotové papírové výrobky pečlivými způsoby balení a dopravy. Používají materiály jako bublinkovou fólii, pěnu a pevné krabice, aby se zabránilo poškození při hrubém zacházení nebo pohybu během přepravy. Vlastní obalová řešení se přizpůsobí velikosti a hmotnosti každého produktu, čímž se snižuje prázdný prostor a riziko poškození. Mimořádnou ochranu dodávají materiály odolné proti vlhkosti a těsnění s ochranou proti neoprávněné manipulaci. Mills testuje obaly simulací pádů a nárazů a poté vylepšuje návrhy na základě zpětné vazby a údajů o výkonu. Efektivní logistika, jako je použití železnice místo kamionů nebo plánování dodacích tras pomocí umělé inteligence, pomáhá snižovat emise a podporuje udržitelnost. Tyto kroky zajistí, že vysoce kvalitní papír dorazí bezpečně as minimálním dopadem na životní prostředí.
Proces výroby papíru přeměňuje suroviny na hotový papír řadou kroků: příprava, rozvlákňování, praní, bělení, formování archu, lisování, sušení a konečná úprava. Stroje jako Fourdrinier a válcové stroje zajišťují efektivitu a stálou kvalitu. Systémy kontroly kvality monitorují každou fázi, zatímco postupy udržitelnosti snižují plýtvání a spotřebu energie. Proces výroby papíru spoléhá na pokročilé technologie a environmentální management. Stručně řečeno, způsob výroby papíru zahrnuje přesnou kontrolu, moderní vybavení a silný závazek kvality a udržitelnosti.
FAQ
Co je stroj na výrobu papíru?
Stroj na výrobu papíru mění buničinu na souvislé listy papíru. Používá pokročilé ovládací prvky ke správě každého kroku, od formování listu až po sušení a konečnou úpravu. Tento stroj zajišťuje vysoce kvalitní, jednotný papír pro mnoho použití.
Jak se liší stroj na výrobu papíru od stroje na výrobu papírových sáčků?
Stroj na výrobu papíru vytváří velké role nebo listy papíru. Stroj na výrobu papírových sáčků používá tyto listy k řezání, skládání a lepení papíru do sáčků. Každý stroj má v papírenském průmyslu jedinečnou roli.
Může stroj na výrobu papíru vyrábět papír na kelímky a sáčky?
Ano. Stroj na výrobu papíru může vyrábět základní papír jak pro stroje na výrobu papírových kelímků, tak pro stroje na výrobu papírových sáčků. Stroj upravuje tloušťku, sílu a povrchovou úpravu tak, aby vyhovovaly potřebám každého produktu.
Jakou údržbu vyžaduje stroj na výrobu papíru?
Operátoři musí papírenský stroj pravidelně čistit, kontrolovat a mazat. Kontrolují opotřebované díly a podle potřeby je vyměňují. Správná údržba zajišťuje hladký chod stroje a prodlužuje jeho životnost.
Jsou stroje na výrobu papíru šetrné k životnímu prostředí?
Moderní stroje na výrobu papíru využívají recyklovaná vlákna, šetří energii a recyklují vodu. Mnoho závodů používá ekologické chemikálie a obnovitelné zdroje energie. Tyto kroky pomáhají snížit dopad výroby papíru na životní prostředí.