Una macchina per la produzione della carta trasforma trucioli di legno e materiali riciclati in fogli lisci e di alta qualità attraverso un processo di produzione della carta attentamente controllato. Le macchine moderne utilizzano controlli avanzati per monitorare ogni passaggio, aumentando l'efficienza e garantendo risultati costanti.
La sostenibilità rimane un obiettivo chiave, con gli stabilimenti che riciclano l’acqua e riducono il consumo di energia.
Tecnologia o misura |
Miglioramenti di efficienza e qualità |
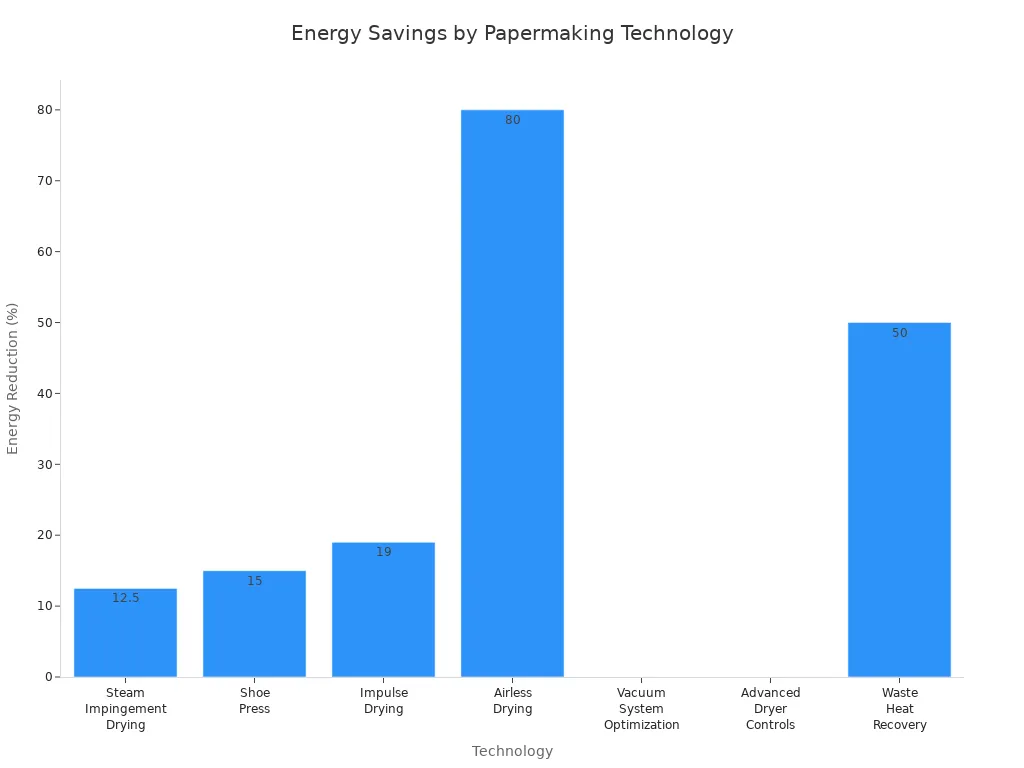
Asciugatura a vapore |
Risparmia il 10-15% di energia, migliora l'efficienza di asciugatura. |
Pressa per scarpa (nip esteso). |
Riduce il consumo di energia, migliora la resistenza e la qualità della carta. |
Asciugatura ad impulso |
Risparmia il 18-20% di energia, aumenta la velocità di asciugatura e la secchezza della carta. |
Asciugatura senza aria |
Raggiunge una riduzione dell'energia termica del 70-90%, migliora l'efficienza di asciugatura. |
Ottimizzazione del sistema di vuoto |
Risparmia energia significativa, migliora l'efficienza di disidratazione. |
Controlli avanzati dell'asciugatrice |
Migliora il controllo del processo, migliora l'uniformità della carta. |
Recupero del calore residuo dall'essiccazione |
Riduce il consumo di energia fino al 50%, abbassa i costi e l'impatto ambientale. |
Il processo di produzione della carta utilizza queste innovazioni per produrre carta resistente e uniforme, supportando al tempo stesso la sostenibilità. Il processo di produzione della carta si basa su controlli di qualità, gestione delle risorse e tecnologia per rispondere alla domanda: come viene prodotta la carta dall’inizio alla fine?
Punti chiave
Le macchine per la produzione della carta trasformano trucioli di legno e materiali riciclati in fogli lisci e resistenti attraverso passaggi precisi e controlli avanzati.
Le materie prime come pasta di legno, fibre riciclate e fonti non legnose vengono preparate con cura per garantire qualità e sostenibilità.
La sezione di formatura modella la pasta in fogli uniformi utilizzando macchine come Fourdrinier e cilindri, ciascuna adatta a diversi tipi di carta.
La pressatura e l'asciugatura rimuovono l'acqua in modo efficiente, migliorando la resistenza della carta e risparmiando energia con le moderne tecnologie.
La sostenibilità è fondamentale, con gli stabilimenti che utilizzano prodotti chimici ecologici, riciclano l’acqua, risparmiano energia e gestiscono le foreste in modo responsabile.
Preparazione della materia prima
Il processo della pasta e della carta inizia con un'attenta preparazione della materia prima. Gli stabilimenti utilizzano una varietà di fonti per creare pasta di carta. Le materie prime più comuni includono:
Pasta di legno, che domina l'offerta globale e garantisce una qualità costante.
Carta riciclata, che è diventata più importante poiché le cartiere si concentrano sulla sostenibilità e sul miglioramento della tecnologia di riciclaggio.
Fibre non legnose, come bambù, canapa e residui agricoli, che offrono qualità uniche e un minor impatto ambientale.
Fibre riciclate, che aiutano a ridurre gli sprechi e supportano una produzione eco-compatibile.
Scortecciatura e Cippatura
Il primo passo nella preparazione della materia prima prevede la trasformazione dei tronchi in trucioli piccoli e uniformi. I mulini seguono una sequenza precisa:
I lavoratori inseriscono i tronchi in un tamburo scortecciatore. Il tamburo ribalta i tronchi e li spruzza con getti d'acqua per rimuovere la corteccia. Questo passaggio previene la contaminazione e protegge i macchinari.
I tronchi puliti vengono spostati in una cippatrice ad alta velocità. La cippatrice utilizza lame affilate e rotanti per tagliare i tronchi in trucioli piccoli e uniformi.
La dimensione uniforme del chip è essenziale. Garantisce una cottura efficiente e una separazione coerente delle fibre durante il processo di spappolamento, che influisce sulla qualità finale della pasta di carta.
Metodi di spappolamento
Dopo la cippatura, gli stabilimenti utilizzano diversi metodi di spappolamento per separare le fibre. I due tipi principali sono la pasta meccanica e quella chimica. La tabella seguente confronta le loro caratteristiche principali:
Aspetto |
Spappolamento meccanico |
Spappolamento chimico |
Prodotto |
Alto (90-95%) |
Basso (40-55%) |
Resistenza della carta |
Forza inferiore |
Maggiore forza |
Luminosità |
Luminosità inferiore |
Maggiore luminosità |
Durata |
Durata limitata (ingiallimento) |
Maggiore longevità |
La spappolatura meccanica conserva la maggior parte della massa legnosa, con conseguente resa elevata ma qualità inferiore. La spappolatura chimica rimuove la lignina e le impurità, producendo fibre più forti, luminose e di lunga durata. La pasta chimica rappresenta oltre il 70% della produzione globale di pasta, mentre la pasta meccanica viene utilizzata principalmente per prodotti come la carta da giornale. Gli stabilimenti scelgono il processo di produzione della pasta in base alla qualità della carta desiderata e all'uso finale.
Lavorazione della polpa
Lavaggio e candeggio
Il lavaggio e lo sbiancamento svolgono un ruolo cruciale nel processo della pasta e della carta. I mulini rimuovono i contaminanti dalla pasta di carta per migliorare la brillantezza e la qualità. I principali contaminanti includono alogenuri organici adsorbibili (AOX), diossine, furani, acidi resinici, lignine clorurate, composti fenolici e composti organici sintetici. Queste sostanze spesso derivano da reazioni chimiche durante la lavorazione della pasta e lo sbiancamento. I lavoratori utilizzano fasi di lavaggio per eliminare questi materiali nocivi, riducendo così gli scarichi ambientali e migliorando la qualità della pasta. Le tecniche di candeggio avanzate, come il candeggio senza cloro elementare (ECF) e il candeggio totalmente senza cloro (TCF), riducono ulteriormente i residui nocivi.
Gli agenti sbiancanti comuni includono cloro, biossido di cloro, perossido di idrogeno e idrossido di sodio. Il cloro reagisce con la lignina per solubilizzarla, mentre il biossido di cloro funge da potente agente ossidante nello sbiancamento dell'ECF. Il perossido di idrogeno illumina la polpa e l'idrossido di sodio aiuta sia nella cottura che nello sbiancamento. I mulini utilizzano anche agenti meno comuni come l'acido perossiacetico, il perossimonosolfato di potassio ed enzimi come la xilanasi. Le preoccupazioni ambientali hanno portato a ridurre l’uso del cloro elementare, poiché può formare diossine.
Suggerimento: le cartiere che utilizzano sbiancanti senza cloro e prodotti chimici ecologici aiutano a proteggere l'ambiente e producono carta più pulita e di alta qualità.
Raffinazione e battitura
La raffinazione e la battitura modificano la struttura delle fibre della pasta di carta. Gli operatori utilizzano un trattamento meccanico per indurre la fibrillazione interna, che aumenta il gonfiore e la flessibilità delle fibre. Questo processo migliora il legame delle fibre e la densificazione del foglio. Durante la raffinazione si verificano anche fibrillazione esterna, formazione di fini, accorciamento e raddrizzamento delle fibre. La maggiore disponibilità di emicellulosa sulle superfici delle fibre migliora il legame fibra-fibra. Questi cambiamenti si traducono in fogli più densi con maggiore resistenza alla trazione e rigidità. La raffinazione influisce anche sulle proprietà elettrocinetiche e sulle cariche superficiali delle fibre, che influenzano la qualità della carta. L'effetto complessivo è una carta più forte, più rigida e più uniforme.
Dimensionamento e colorazione
Gli agenti collanti e coloranti conferiscono alla carta le sue proprietà finali. Gli stabilimenti utilizzano agenti di collatura sia naturali che sintetici, come colofonia, dimero di alchil chetene (AKD), anidride alchenil succinica (ASA), amido e stirene acrilico. Gli agenti collanti si dividono in due categorie: interni (aggiunti alla pasta) e superficiali (applicati dopo la formazione del foglio). Questi agenti aumentano la resistenza all'acqua creando barriere idrofobiche, riducono la porosità della carta e impediscono la penetrazione dell'acqua. Il dimensionamento migliora inoltre la stampabilità migliorando l'assorbimento dell'inchiostro e riducendo la fuoriuscita dell'inchiostro. Le proprietà meccaniche come la resistenza alla trazione, la resistenza allo strappo e la piegabilità migliorano con un dimensionamento adeguato.
Gli agenti coloranti, inclusi pigmenti e coloranti, forniscono la tonalità e la luminosità desiderate. La scelta degli agenti collanti e coloranti dipende dalla destinazione d'uso della carta. Ad esempio, AKD è adatto agli imballaggi, la colofonia è adatta per carte speciali e l'amido è comune nella carta da stampa. Le cartiere selezionano gli agenti per garantire che la carta soddisfi i requisiti specifici di resistenza, aspetto e prestazioni.
Formazione del foglio nella macchina per la produzione della carta
La fase di formazione del foglio è il cuore del macchina per fare la carta . Questa fase trasforma la pasta lavorata in fogli continui, ponendo le basi per la resistenza, la levigatezza e l'uniformità della carta finale. Il processo di formatura si basa su un controllo preciso e un'ingegneria avanzata per garantire risultati di alta qualità.
Parte umida e cassa d'afflusso
L'estremità umida di una macchina per la produzione della carta prepara l'impasto liquido per la formazione del foglio. La cassa d'afflusso gioca un ruolo fondamentale in questo processo. Converte il flusso di pasta dalla tubazione in un getto sottile e uniforme che si diffonde su tutta la larghezza del tessuto di formatura. Questo passaggio è fondamentale per produrre fogli uniformi.
Il liquame di pasta di legno entra prima in un serbatoio di smorzamento delle pulsazioni, che riduce le fluttuazioni di pressione e garantisce un flusso stabile.
Il liquame si sposta verso la testata ad alta consistenza (HC), distribuendolo uniformemente su tutta la larghezza della cassa d'afflusso.
La testata a bassa consistenza (LC) controlla la consistenza della polpa.
Gli operatori utilizzano una valvola di controllo della diluizione per regolare l'aggiunta di acqua, controllando con precisione la concentrazione delle fibre.
La camera di miscelazione miscela accuratamente la polpa diluita per una consistenza uniforme.
Il tubo di distribuzione distribuisce il liquame in modo uniforme su tutta la larghezza della cassa d'afflusso.
La camera di calma calma il flusso, riducendo la turbolenza.
Un generatore di turbolenza reintroduce una turbolenza controllata per mantenere le fibre in sospensione e prevenire l'aggregazione.
La polpa esce attraverso un ugello, dirigendo uniformemente il liquame sul filo.
Le labbra regolabili sull'ugello controllano lo spessore e la velocità dell'impasto liquido, regolando con precisione la distribuzione.
L'impasto liquido viene infine depositato sulla sezione del filo in movimento, dove la distribuzione uniforme delle fibre è fondamentale per la qualità della carta.
La cassa d'afflusso garantisce che l'impasto liquido si adatti alla velocità del tessuto di formatura. Questo attento controllo previene l'aggregazione delle fibre e mantiene uno spessore uniforme su tutto il foglio. Gli operatori possono regolare i labbri di taglio e le valvole di diluizione per ottimizzare la grammatura e la distribuzione delle fibre, che incidono direttamente sull'uniformità e sulla resistenza dei fogli finiti.
Nota: la formazione uniforme del foglio nella parte umida è essenziale per produrre carta di alta qualità con proprietà costanti.
Sezione di formazione e rimozione dell'acqua
Nella sezione di formatura, l'impasto liquido diluito della pasta di legno viene versato su un tessuto di formatura in movimento, noto anche come filo. Il tessuto formante funge da supporto permeabile, consentendo all'acqua di defluire pur trattenendo le fibre. Questa fase segna l'inizio del processo di formatura, dove la polpa si trasforma in una rete continua.
La struttura a rete del tessuto formante influenza il modo in cui le fibre si depositano e si allineano. Le scatole a gravità e di aspirazione sotto il filo aiutano a rimuovere rapidamente l'acqua. Mentre il nastro avanza, il drenaggio assistito dal vuoto riduce ulteriormente il contenuto di acqua. Il processo di formatura in questa fase garantisce che le fibre si distribuiscano uniformemente, evitando grumi e punti deboli nei fogli.
Gli operatori utilizzano diversi metodi per rimuovere l'acqua dalla polpa durante la formazione del foglio:
La sospensione della polpa inizia con un contenuto di solidi molto basso, solitamente intorno allo 0,2% in peso.
La sospensione viene agitata per garantire l'omogeneità.
La filtrazione sotto vuoto rimuove una porzione significativa di acqua, formando il foglio sul tessuto.
La pre-essiccazione sotto vuoto e calore riduce ulteriormente l'umidità.
Il foglio viene poi staccato e nuovamente asciugato per raggiungere l'asciutto desiderato.
Dopo la sezione di formatura, il velo contiene ancora un'elevata percentuale di acqua, ma è molto più secco dell'impasto iniziale. Il processo di formatura in questa fase pone le basi per la struttura e la qualità della carta.
Macchine Fourdrinier e cilindriche
Due tipi principali di macchine per la produzione della carta dominano il settore: macchine Fourdrinier e macchine a cilindro. Ciascun tipo utilizza un processo di formatura diverso e produce diversi gradi di carta.
Aspetto |
Macchina Fourdrinier |
Macchina a cilindro |
Formazione della carta |
Singolo strato uniforme formato su una rete metallica piana in continuo movimento. |
Strati multipli formati su cilindri rotanti parzialmente immersi in vasche di polpa, quindi pressati insieme. |
Gradi di carta |
Produce carte più lisce e sottili, ideali per la stampa, la scrittura e carte leggere (40-120 g/m²). |
Produce carta multistrato più spessa come cartone, cartoncino e materiali da imballaggio (oltre 120 g/m²). |
Velocità operativa |
Velocità più elevate, tipicamente 1800-2000 metri al minuto. |
Velocità più basse, tipicamente 200-600 metri al minuto. |
Orientamento delle fibre |
Fibre allineate principalmente nella direzione della macchina, con conseguente resistenza anisotropa (rapporto da 2:1 a 3:1). |
Fibre distribuite in modo più uniforme nelle direzioni, fornendo una resistenza equilibrata (rapporto circa 1,5:1). |
Consistenza della polpa |
Leggermente più alto (0,8%-1,2%), favorendo la formazione del foglio e il drenaggio. |
Inferiore (0,5%-1%), facilitando la stratificazione uniforme di più veli. |
Manutenzione |
Più intenso a causa della complessità e delle numerose parti mobili. |
Struttura meccanica più semplice, che richiede una manutenzione meno frequente. |
Caratteristiche dell'uscita |
Produce fogli uniformi, lisci e sottili, adatti per carta fine e stampa. |
Produce fogli multistrato più spessi e resistenti adatti per imballaggi e carte speciali. |
La macchina Fourdrinier domina il moderno mercato delle macchine per la produzione di carta , che rappresenta oltre il 60% delle installazioni a livello mondiale. Questa macchina eccelle nella produzione di fogli lisci e sottili per la stampa e la scrittura. Le macchine a cilindro, sebbene meno comuni, sono preferite per carta più spessa e multistrato come cartone e materiali da imballaggio. Entrambi i tipi di macchine per la produzione della carta si basano su un controllo preciso del processo di formatura per ottenere le proprietà della carta desiderate.
Suggerimento: La scelta tra macchine Fourdrinier e macchine a cilindro dipende dalla qualità della carta richiesta e dall'uso finale. Le macchine Fourdrinier offrono velocità e uniformità, mentre le macchine a cilindro forniscono resistenza e spessore per applicazioni speciali.
Pressatura, essiccazione e rifinitura
Sezione Stampa
La sezione di pressatura di una macchina per la produzione di carta rimuove l'acqua dal nastro di carta bagnato applicando una pressione meccanica. I rulli pressori comprimono il nastro e i feltri assorbenti aiutano a estrarre l'acqua attraverso l'azione capillare. Le presse avanzate, come le presse a scarpa, aumentano il tempo e la pressione applicata, migliorando la rimozione dell'acqua e proteggendo il foglio di carta. Dopo la sezione di formatura, il velo di carta contiene circa il 60-70% di acqua. La sezione pressa riduce questa umidità a circa il 45-55%. Questo passaggio riduce l’energia necessaria per l’asciugatura e migliora sia la qualità della carta che l’efficienza produttiva.
I tipi comuni di presse includono:
Presse a spugna, che utilizzano una spugna pulita per i singoli fogli.
Semplici presse per compensato, serrate con morsetti a C.
Presse idrauliche, utilizzando martinetti per fogli più spessi o multipli.
Presse da tavolo aspiranti, che aspirano l'acqua mediante aspirazione.
Presse adattate da altri settori, come presse per libri o fiori.
Presse portatili per aule e presse fatte in casa per esigenze specifiche.
Sezione di essiccazione
La sezione di asciugatura rimuove la maggior parte dell'umidità residua dal nastro di carta. I cilindri riscaldati a vapore asciugano il nastro fino al contenuto di umidità desiderato, che è importante per resistenza e stabilità. L’efficienza energetica in questa fase deriva da diverse strategie:
I sistemi di recupero del calore catturano il calore disperso per preriscaldare l’aria in entrata.
Il design della cappa dell'asciugatrice migliora il ricircolo del calore.
Una corretta manutenzione dei filtri e dei condotti dell'aria garantisce un flusso d'aria efficiente.
I sistemi di controllo avanzati utilizzano sensori per mantenere l'umidità ottimale.
Le innovazioni nei tessuti dell'asciugatrice e nella gestione del vapore riducono il consumo di energia.
Le moderne tecnologie di essiccazione includono l'essiccazione a microonde e sistemi avanzati di asciugatura dei tessuti, che migliorano ulteriormente l'efficienza e la qualità del prodotto.
Ridimensionamento e calandratura delle superfici
La dimensionatura superficiale e la calandratura sono fasi fondamentali della finitura. Il dimensionamento della superficie prepara la superficie della carta, migliorandone la luminosità, la levigatezza e la stampabilità. La calandratura comprime la superficie della carta, riducendo la ruvidità e aumentando la brillantezza. Questo processo modifica la struttura della fibra, rendendo la superficie più uniforme e migliore per la stampa. Le apparecchiature di calandratura comprendono tipi di finitura a macchina, finitura supercalandrata e finitura con placca, ciascuno dei quali offre diversi livelli di levigatezza e lucentezza.
Avvolgimento e taglio
Dopo la finitura, la carta viene avvolta in grandi rotoli jumbo. Le taglierine ribobinatrici tagliano questi rotoli in strisce più strette utilizzando lame, quindi li riavvolgono su nuove anime. Il processo utilizza precisi sistemi di controllo della tensione e di allineamento del nastro per prevenire danni e garantire uniformità. I sistemi automatizzati possono regolare la larghezza del rotolo, la densità e rilevare i difetti. Il prodotto finale può essere ulteriormente tagliato in fogli o rotoli più piccoli, pronti per il confezionamento e la spedizione.
Controllo di qualità e sostenibilità nel processo di produzione della carta
Controlli di qualità in tempo reale
Le cartiere moderne utilizzano sistemi avanzati per monitorare il processo di produzione della carta e mantenere standard di carta di alta qualità. Un sistema di controllo qualità (QCS) misura proprietà come contenuto di umidità, levigatezza, ruvidità e bilateralità in tempo reale. Questi strumenti digitali raccolgono e analizzano i dati istantaneamente, consentendo ai tecnici di regolare le impostazioni e prevenire difetti. L’apprendimento automatico e l’intelligenza artificiale ora aiutano a prevedere i problemi prima che si verifichino, ma i lavoratori qualificati continuano a supervisionare il processo. Le cartiere combinano questi sistemi digitali con ispezioni regolari delle apparecchiature per garantire che il processo di produzione della carta rimanga affidabile ed efficiente. Questo approccio riduce i tempi di inattività e mantiene costante la qualità del prodotto.
Categoria dei parametri di qualità |
Esempi di parametri misurati |
Proprietà fisiche |
Grammatura, spessore, colore |
Proprietà chimiche |
Contenuto di umidità, contenuto di ceneri |
Proprietà della superficie |
Levigatezza, rugosità, lucentezza, candore |
Proprietà strutturali |
Bilateralità |
Nota: le proprietà della superficie come ruvidità e lucentezza influiscono sulla qualità della stampa e sull'aspetto della carta. Anche il contenuto di umidità è fondamentale per la resistenza e la stabilità.
Pratiche ambientali
La sostenibilità guida ogni fase del processo di produzione della carta. Gli stabilimenti hanno sostituito lo sbiancamento a base di cloro con metodi più sicuri per evitare sostanze chimiche dannose. Usano fibre riciclate e fonti alternative come bambù o rifiuti agricoli per proteggere le foreste e ridurre il consumo di energia. I sistemi di riciclaggio dell’acqua e le tecnologie di trattamento avanzate aiutano gli stabilimenti a utilizzare meno acqua e a mantenerla pulita. Molte strutture ora fanno affidamento sulla bioenergia proveniente da combustibili rinnovabili, riducendo la loro impronta di carbonio. Automazione e controlli digitali riducono gli sprechi e risparmiano energia. L’approvvigionamento responsabile e la gestione delle foreste sostengono la biodiversità e la riforestazione. I miglioramenti della catena di fornitura, come l’approvvigionamento dei materiali più vicino allo stabilimento, riducono ulteriormente l’impatto ambientale della produzione di carta.
Eliminare il candeggio a base di cloro
Utilizzare fibre riciclate e materie prime alternative
Riciclare e trattare l'acqua in modo efficiente
Migliorare l’efficienza energetica con attrezzature moderne
Utilizzare la bioenergia rinnovabile
Praticare una gestione responsabile delle foreste
Ottimizzare le catene di fornitura per ridurre le emissioni
Suggerimento: scegliere carta di alta qualità realizzata con pratiche sostenibili aiuta a proteggere l'ambiente.
Imballaggio e spedizione
Le cartiere proteggono i prodotti finiti di carta con accurati metodi di imballaggio e spedizione. Utilizzano materiali come pluriball, schiuma e scatole robuste per evitare danni derivanti da maneggiamenti bruschi o movimenti durante il trasporto. Le soluzioni di imballaggio personalizzate si adattano alle dimensioni e al peso di ciascun prodotto, riducendo lo spazio vuoto e il rischio di danni. I materiali resistenti all'umidità e i sigilli antimanomissione aggiungono ulteriore protezione. Mills testa gli imballaggi simulando cadute e impatti, quindi migliora i progetti in base al feedback e ai dati sulle prestazioni. Una logistica efficiente, come l’utilizzo della ferrovia anziché dei camion o la pianificazione dei percorsi di consegna con l’intelligenza artificiale, aiuta a ridurre le emissioni e a sostenere la sostenibilità. Questi passaggi garantiscono che la carta di alta qualità arrivi in modo sicuro e con un impatto ambientale minimo.
Il processo di fabbricazione della carta trasforma le materie prime in carta finita attraverso una serie di fasi: preparazione, spappolamento, lavaggio, candeggio, formazione del foglio, pressatura, asciugatura e finitura. Macchinari come Fourdrinier e macchine a cilindro garantiscono efficienza e qualità costante. I sistemi di controllo della qualità monitorano ogni fase, mentre le pratiche di sostenibilità riducono i rifiuti e il consumo di energia. Il processo di produzione della carta si basa su tecnologie avanzate e gestione ambientale. In sintesi, il modo in cui viene prodotta la carta implica un controllo preciso, attrezzature moderne e un forte impegno per la qualità e la sostenibilità.
Domande frequenti
Cos'è una macchina per la produzione della carta?
Una macchina per la produzione della carta trasforma la pasta in fogli di carta continui. Utilizza controlli avanzati per gestire ogni fase, dalla formatura della lastra all'asciugatura e alla finitura. Questa macchina garantisce carta uniforme e di alta qualità per molteplici usi.
In cosa differisce una macchina per la produzione di carta da una macchina per la produzione di sacchetti di carta?
Una macchina per la produzione della carta crea grandi rotoli o fogli di carta. Una macchina per la produzione di sacchetti di carta utilizza questi fogli per tagliare, piegare e incollare la carta nei sacchetti. Ogni macchina svolge un ruolo unico nel settore dei prodotti cartacei.
Una macchina per la produzione di carta può produrre carta per bicchieri e sacchetti?
SÌ. Una macchina per la produzione di carta può produrre carta base sia per macchine per la produzione di bicchieri di carta che per macchine per la produzione di sacchetti di carta. La macchina regola lo spessore, la resistenza e la finitura superficiale per soddisfare le esigenze di ciascun prodotto.
Di quale manutenzione ha bisogno una macchina per la produzione della carta?
Gli operatori devono pulire, ispezionare e lubrificare regolarmente la macchina per la produzione della carta. Controllano le parti usurate e le sostituiscono se necessario. Una corretta manutenzione mantiene la macchina perfettamente funzionante e ne prolunga la durata.
Le macchine per la produzione della carta sono rispettose dell’ambiente?
Le moderne macchine per la produzione della carta utilizzano fibre riciclate, risparmiano energia e riciclano l'acqua. Molti stabilimenti utilizzano prodotti chimici ecologici ed energia rinnovabile. Questi passaggi aiutano a ridurre l’impatto ambientale della produzione di carta.