Paberivalmistusmasin muudab puiduhakke ja taaskasutatud materjalid hoolikalt kontrollitud paberitootmisprotsessi kaudu siledateks ja kvaliteetseteks lehtedeks. Kaasaegsed masinad kasutavad iga sammu jälgimiseks täiustatud juhtnuppe, suurendades tõhusust ja tagades ühtsed tulemused.
Jätkusuutlikkus on endiselt kesksel kohal, veskid taaskasutavad vett ja vähendavad energiakasutust.
Tehnoloogia või mõõt |
Tõhususe ja kvaliteedi täiustused |
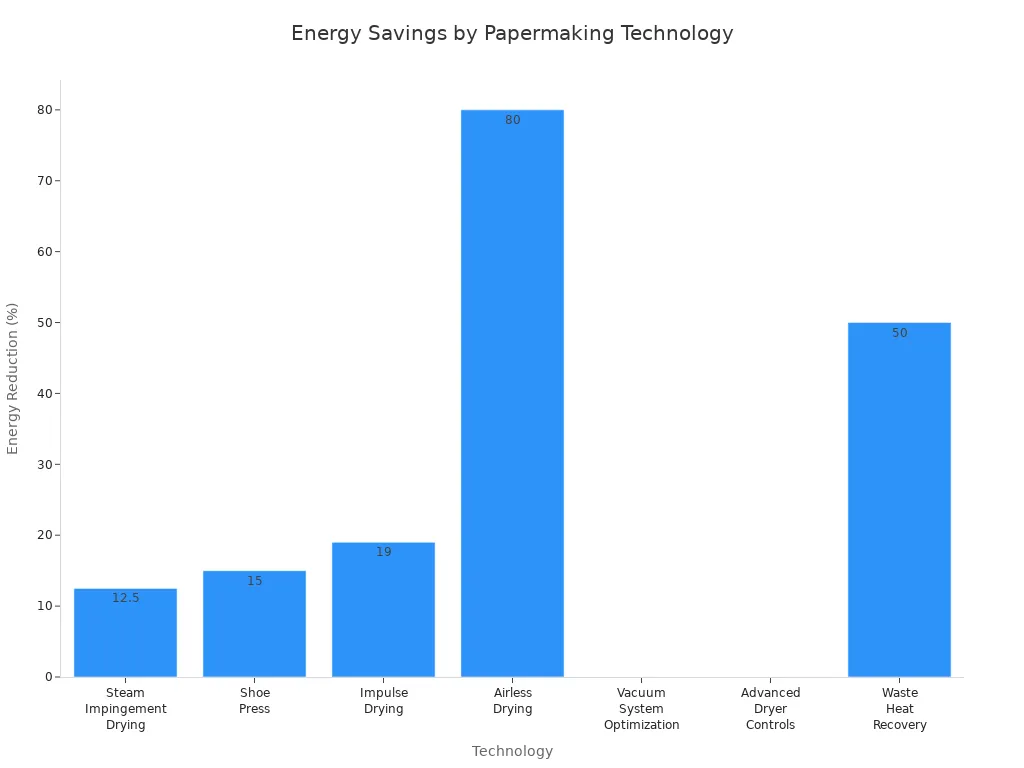
Auruga kokkupõrkega kuivatamine |
Säästab 10-15% energiat, parandab kuivatamise efektiivsust. |
Kinga (laiendatud nipiga) Press |
Vähendab energiatarbimist, parandab paberi tugevust ja kvaliteeti. |
Impulss kuivatamine |
Säästab 18-20% energiat, suurendab kuivatuskiirust ja paberi kuivust. |
Õhuvaba kuivatamine |
Saavutab 70-90% soojusenergia vähendamise, suurendab kuivatamise efektiivsust. |
Vaakumsüsteemi optimeerimine |
Säästab oluliselt energiat, parandab veetustamise efektiivsust. |
Täiustatud kuivati juhtnupud |
Parandab protsessi juhtimist, suurendab paberi ühtlust. |
Jääksoojuse taaskasutamine kuivatamisel |
Vähendab energiatarbimist kuni 50%, vähendab kulusid ja keskkonnamõju. |
Paberitootmisprotsess kasutab neid uuendusi tugeva ja ühtlase paberi saamiseks, toetades samal ajal jätkusuutlikkust. Paberitootmisprotsess tugineb kvaliteedikontrollile, ressursside haldamisele ja tehnoloogiale, et vastata küsimusele: kuidas valmistatakse paberit algusest lõpuni?
Võtmed kaasavõtmiseks
Paberivalmistusmasinad muudavad puitlaastud ja taaskasutatud materjalid siledateks ja tugevateks lehtedeks täpsete sammude ja täiustatud juhtseadmete abil.
Toormaterjalid, nagu puidumass, ringlussevõetud kiud ja mittepuidust allikad, valmistatakse hoolikalt ette, et tagada kvaliteet ja jätkusuutlikkus.
Vormimissektsioon vormib paberimassi ühtlasteks lehtedeks, kasutades selliseid masinaid nagu Fourdrinier ja silindritüüpe, millest igaüks sobib erinevate paberiklasside jaoks.
Pressimine ja kuivatamine eemaldavad tõhusalt vett, parandades paberi tugevust ja säästes energiat kaasaegsete tehnoloogiatega.
Jätkusuutlikkus on võtmetähtsusega, kuna tehased kasutavad keskkonnasõbralikke kemikaale, taaskasutavad vett, säästavad energiat ja majandavad metsi vastutustundlikult.
Tooraine ettevalmistamine
Tselluloosi- ja paberiprotsess algab tooraine hoolika ettevalmistamisega. Tehased kasutavad paberimassi tootmiseks mitmesuguseid allikaid. Kõige tavalisemate toorainete hulka kuuluvad:
Puitmass, mis domineerib ülemaailmses pakkumises ja tagab ühtlase kvaliteedi.
Taaskasutatud paber, mis on muutunud olulisemaks, kuna tehased keskenduvad jätkusuutlikkusele ja täiustatud taaskasutustehnoloogiale.
Mittepuidukiud, nagu bambus, kanep ja põllumajandusjäägid, mis pakuvad ainulaadseid omadusi ja väiksemat keskkonnamõju.
Taaskasutatud kiud, mis aitavad vähendada jäätmeid ja toetavad keskkonnasõbralikku tootmist.
Koorimine ja hakkimine
Tooraine ettevalmistamise esimene samm hõlmab palkide muutmist väikesteks ühtlasteks laastudeks. Veskid järgivad täpset järjestust:
Töötajad söödavad palke koorimistrumlisse. Trummel viskab palke ja pritsib neid veejugadega, et eemaldada koor. See samm hoiab ära saastumise ja kaitseb masinaid.
Puhtad palgid liiguvad kiirhakkurisse. Hakkur kasutab teravaid pöörlevaid lõiketerasid, et lõigata palgid väikesteks ühtlaseks puiduhakkeks.
Oluline on ühtlane kiibi suurus. See tagab tõhusa keetmise ja ühtlase kiudude eraldamise tselluloosiprotsessi ajal, mis mõjutab paberimassi lõppkvaliteeti.
Pulpingu meetodid
Pärast hakkimist kasutavad vabrikud kiudude eraldamiseks erinevaid tselluloosi valmistamise meetodeid. Kaks peamist tüüpi on mehaaniline ja keemiline pulpimine. Allolev tabel võrdleb nende põhifunktsioone:
Aspekt |
Mehaaniline pulpimine |
Keemiline pulpimine |
Saagikus |
Kõrge (90–95%) |
Madal (40–55%) |
Paberi tugevus |
Madalam tugevus |
Kõrgem tugevus |
Heledus |
Madalam heledus |
Kõrgem heledus |
Eluiga |
Piiratud eluiga (kollane) |
Suurem pikaealisus |
Mehaaniline tselluloosimass säilitab suurema osa puidumassist, mille tulemuseks on kõrge saagikus, kuid madalam kvaliteet. Keemiline pulpimine eemaldab ligniini ja lisandid, tekitades tugevamad, heledamad ja kauem kestvad kiud. Keemiline tselluloosi valmistamine moodustab üle 70% ülemaailmsest tselluloositoodangust, kusjuures mehaanilist tselluloosi valmistamist kasutatakse peamiselt selliste toodete jaoks nagu ajalehepaber. Tehased valivad paberimassi valmistamise protsessi soovitud paberikvaliteedi ja lõppkasutuse järgi.
Tselluloosi töötlemine
Pesemine ja pleegitamine
Pesemine ja pleegitamine mängivad paberimassi ja paberi valmistamise protsessis üliolulist rolli. Veskid eemaldavad paberimassist saasteained, et parandada heledust ja kvaliteeti. Peamised saasteained on adsorbeeruvad orgaanilised halogeniidid (AOX), dioksiinid, furaanid, vaikhapped, klooritud ligniinid, fenoolühendid ja sünteetilised orgaanilised ühendid. Need ained tekivad sageli keemiliste reaktsioonide tulemusena paberimassi valmistamise ja pleegitamise ajal. Töötajad kasutavad nende kahjulike materjalide eemaldamiseks pesemisetappe, mis vähendab keskkonna heidet ja parandab paberimassi kvaliteeti. Täiustatud pleegitamistehnikad, nagu elementaarne kloorivaba (ECF) ja täielikult kloorivaba (TCF) pleegitamine, vähendavad veelgi kahjulikke jääke.
Levinud pleegitusained on kloor, kloordioksiid, vesinikperoksiid ja naatriumhüdroksiid. Kloor reageerib ligniiniga, et seda lahustada, samas kui kloordioksiid toimib ECF-i pleegitamisel võimsa oksüdeeriva ainena. Vesinikperoksiid muudab viljaliha heledamaks ja naatriumhüdroksiid aitab nii toiduvalmistamisel kui ka pleegitamisel. Veskid kasutavad ka vähem levinud aineid, nagu peroksüäädikhape, kaaliumperoksümonosulfaat ja ensüümid, nagu ksülanaas. Keskkonnaprobleemid on viinud elementaarse kloori kasutamise vähenemiseni, kuna see võib moodustada dioksiine.
Näpunäide. Kloorivaba pleegitamist ja keskkonnasõbralikke kemikaale kasutavad veskid aitavad kaitsta keskkonda ning toota puhtamat ja kvaliteetset paberit.
Rafineerimine ja peksmine
Rafineerimine ja peksmine muudavad paberimassi kiudude struktuuri. Operaatorid kasutavad sisemise fibrillatsiooni esilekutsumiseks mehaanilist töötlust, mis suurendab kiudude turset ja paindlikkust. See protsess parandab kiudude sidumist ja lehtede tihendamist. Rafineerimisel esineb ka väline fibrillatsioon, peente moodustumine, kiudude lühenemine ja sirgendamine. Hemitselluloosi suurem kättesaadavus kiupindadel suurendab kiudude omavahelist sidumist. Nende muutuste tulemuseks on tihedamad lehed, millel on suurem tõmbetugevus ja jäikus. Rafineerimine mõjutab ka kiudude elektrokineetilisi omadusi ja pinnalaenguid, mis mõjutavad paberi kvaliteeti. Üldmõju on tugevam, jäigem ja ühtlasem paber.
Suuruse määramine ja värvimine
Liim- ja värvained annavad paberile lõplikud omadused. Veskites kasutatakse nii looduslikke kui ka sünteetilisi liimaineid, nagu kampol, alküülketeendimeeri (AKD), alkenüülsuktsiinanhüdriidi (ASA), tärklist ja stüreenakrüüli. Liimained jagunevad kahte kategooriasse: sisemised (lisatakse paberimassile) ja pindmised (kasutatakse pärast lehtede moodustamist). Need ained suurendavad veekindlust, luues hüdrofoobseid tõkkeid, vähendavad paberi poorsust ja takistavad vee läbitungimist. Suuruse määramine parandab ka prinditavust, parandades tindi imendumist ja vähendades tindi väljavoolu. Õige suuruse korral paranevad mehaanilised omadused, nagu tõmbetugevus, rebenemiskindlus ja voltitavus.
Värvained, sealhulgas pigmendid ja värvained, tagavad soovitud tooni ja heleduse. Liim- ja värvainete valik sõltub paberi kasutusotstarbest. Näiteks AKD sobib pakendamiseks, kampol töötab eripaberite jaoks ja tärklis on levinud trükipaberites. Mills valib ained tagamaks, et paber vastab tugevuse, välimuse ja jõudluse erinõuetele.
Lehtede moodustamine paberimasinas
Lehtede moodustamise etapp on selle süda paberi valmistamise masin . See etapp muudab töödeldud paberimassi pidevateks lehtedeks, pannes aluse lõpliku paberi tugevusele, siledale ja ühtlusele. Vormimisprotsess põhineb täpsel juhtimisel ja täiustatud inseneritööl, et tagada kvaliteetsed tulemused.
Wet End ja Headbox
Paberivalmistusmasina märg ots valmistab paberimassi lobri lehtede moodustamiseks. Peakast mängib selles protsessis olulist rolli. See muudab torujuhtme tselluloosivoolu õhukeseks ühtlaseks joaks, mis levib kogu vormimiskanga laiuses. See samm on ühtsete lehtede tootmiseks hädavajalik.
Tselluloosi läga siseneb esmalt pulsatsiooni summutuspaaki, mis vähendab rõhukõikumisi ja tagab stabiilse voolu.
Läga liigub suure konsistentsiga (HC) päisesse, jaotades selle ühtlaselt kogu peakasti laiuse ulatuses.
Madala konsistentsiga (LC) heeder kontrollib paberimassi konsistentsi.
Operaatorid kasutavad vee lisamise reguleerimiseks lahjenduse reguleerimisventiili, reguleerides täpselt kiu kontsentratsiooni.
Segamiskamber segab lahjendatud viljaliha põhjalikult ühtlase konsistentsi saavutamiseks.
Jaotustoru jaotab läga ühtlaselt üle peakasti laiuse.
Vaikimiskamber rahustab voolu, vähendades turbulentsi.
Turbulentsigeneraator taastab kontrollitud turbulentsi, et hoida kiud hõljuma ja vältida kokkukleepumist.
Tselluloos väljub läbi düüsi, juhtides läga ühtlaselt traadile.
Otsiku reguleeritavad huuled reguleerivad läga paksust ja kiirust ning jaotust.
Suspensioon sadestatakse lõpuks liikuvale traadiosale, kus ühtlane kiudude jaotus on paberi kvaliteedi seisukohalt kriitilise tähtsusega.
Peakast tagab paberimassi läga vastavuse vormimiskanga kiirusele. See hoolikas kontroll hoiab ära kiudude kokkukleepumise ja säilitab lehe ühtlase paksuse. Operaatorid saavad reguleerida viilu huuli ja lahjendusventiile, et täpsustada ruutmassi ja kiu jaotust, mis mõjutab otseselt valmis lehtede ühtlust ja tugevust.
Märkus. Ühtlane lehtede moodustumine märjas otsas on ühesuguste omadustega kvaliteetse paberi tootmiseks hädavajalik.
Vormimissektsioon ja vee eemaldamine
Vormimisosas valatakse lahjendatud tselluloosipulber liikuvale vormimiskangale, mida tuntakse ka traadina. Moodustav kangas toimib läbilaskva toena, võimaldades vee äravoolu, säilitades samal ajal kiud. See samm tähistab vormimisprotsessi algust, kus paberimass muutub pidevaks võrguks.
Moodustava kanga võrgustruktuur mõjutab seda, kuidas kiud asetsevad ja joonduvad. Traadi all olevad gravitatsiooni- ja imikastid aitavad vett kiiresti eemaldada. Kui võrk liigub edasi, vähendab vaakumi abil äravool veesisaldust veelgi. Selles etapis toimuv vormimisprotsess tagab kiudude ühtlase jaotumise, vältides lehtedel tükkide ja nõrkade kohtade tekkimist.
Operaatorid kasutavad paberimassist vee eemaldamiseks lehe moodustamise ajal mitmeid meetodeid:
Tselluloosi suspensioon algab väga madala tahke aine sisaldusega, tavaliselt umbes 0,2 massiprotsenti.
Suspensiooni segatakse homogeensuse tagamiseks.
Vaakumfiltreerimine eemaldab olulise osa veest, moodustades kangale lehe.
Eelkuivatamine vaakumis ja kuumuses vähendab niiskust veelgi.
Seejärel kooritakse leht maha ja kuivatatakse uuesti, et saavutada soovitud kuivus.
Peale vormimissektsiooni sisaldab võrk veel suures koguses vett, kuid see on palju kuivem kui esialgne suspensioon. Selles etapis toimuv vormimisprotsess paneb aluse paberi struktuurile ja kvaliteedile.
Fourdrinier ja silindriga masinad
Tööstuses domineerivad kaks peamist tüüpi paberimasinaid: Fourdrinier ja silindermasinad. Iga tüüp kasutab erinevat vormimisprotsessi ja toodab erinevat sorti paberit.
Aspekt |
Fourdrinieri masin |
Silindri masin |
Paberi moodustumine |
Üksik ühtlane kiht, mis on moodustatud pidevalt liikuvale tasasele traatvõrgule. |
Pöörlevatel silindritel moodustati mitu kihti, mis on osaliselt sukeldatud paberimassi vaatidesse ja seejärel kokku pressitud. |
Paberi klassid |
Toodab sujuvamaid ja õhemaid pabereid, mis sobivad ideaalselt printimiseks, kirjutamiseks ja kergete sortide jaoks (40–120 gsm). |
Toodab paksemat mitmekihilist paberit, nagu papp, vooderpapp ja pakkematerjalid (üle 120 gsm). |
Töökiirus |
Suuremad kiirused, tavaliselt 1800-2000 meetrit minutis. |
Aeglasem kiirus, tavaliselt 200-600 meetrit minutis. |
Kiudude orientatsioon |
Kiud on joondatud peamiselt masina suunas, mille tulemuseks on anisotroopne tugevus (suhe 2:1 kuni 3:1). |
Kiud jaotuvad suundades ühtlasemalt, tagades tasakaalustatud tugevuse (suhe umbes 1,5:1). |
Tselluloosi konsistents |
Veidi kõrgem (0,8%-1,2%), mis aitab kaasa lehtede moodustumisele ja drenaažile. |
Madalam (0,5%-1%), mis hõlbustab mitme kihi sujuvat kihistamist. |
Hooldus |
Keerukuse ja arvukate liikuvate osade tõttu intensiivsem. |
Lihtsam mehaaniline struktuur, mis vajab harvemat hooldust. |
Väljundomadused |
Toodab ühtlaseid, siledaid ja õhukesi lehti, mis sobivad peenpaberi jaoks ja printimiseks. |
Toodab paksemaid ja tugevamaid mitmekihilisi lehti, mis sobivad pakke- ja eripaberite jaoks. |
Fourdrinier masin domineerib kaasaegses paberitootmismasinate turg, mis moodustab üle 60% kogu maailmas asuvatest seadmetest. See masin suudab printimiseks ja kirjutamiseks suurepäraselt toota siledaid õhukesi lehti. Silindermasinaid, ehkki vähem levinud, eelistatakse paksemate mitmekihiliste paberite, nagu papp ja pakkematerjalid, jaoks. Mõlemat tüüpi paberimasin tugineb soovitud paberiomaduste saavutamiseks vormimisprotsessi täpsele juhtimisele.
Näpunäide: Fourdrinieri ja silindermasinate valik sõltub vajalikust paberiklassist ja lõppkasutusest. Fourdrinier masinad pakuvad kiirust ja ühtlust, samas kui silindermasinad pakuvad tugevust ja paksust erirakenduste jaoks.
Pressimine, kuivatamine ja viimistlemine
Vajutage jaotist
Paberivalmistusmasina pressosa eemaldab märjast paberivõrgust vee mehaanilise surve abil. Pressrullid pigistavad kangast ja imavad pressvildid aitavad kapillaartegevuse kaudu vett välja tõmmata. Täiustatud pressid, nagu kingapressid, suurendavad rakendatavat aega ja suurendavad survet, mis parandab vee eemaldamist ja kaitseb paberilehte. Pärast vormimisosa sisaldab paberilint umbes 60-70% vett. Pressiosa vähendab seda niiskust umbes 45-55% -ni. See samm vähendab kuivatamiseks vajalikku energiat ja parandab nii paberi kvaliteeti kui ka tootmise efektiivsust.
Levinud presside tüübid on järgmised:
Käsnapressid, mis kasutavad üksikute lehtede jaoks puhast käsna.
Lihtsad vineeripressid, pingutatud C-klambritega.
Hüdraulilised pressid, tungrauad paksemate või mitme lehe jaoks.
Vaakumlauapressid, mis tõmbavad vett imemisega välja.
Kohandatud pressid muudest tööstusharudest, näiteks raamatu- või lillepressid.
Kaasaskantavad klassiruumipressid ja omatehtud pressid konkreetsete vajaduste jaoks.
Kuivatussektsioon
Kuivatussektsioon eemaldab paberivõrgust suurema osa ülejäänud niiskusest. Auruküttega silindrid kuivatavad lina soovitud niiskusesisalduseni, mis on oluline tugevuse ja stabiilsuse jaoks. Energiatõhusus selles etapis tuleneb mitmest strateegiast:
Soojustagastussüsteemid koguvad jääksoojuse sissetuleva õhu eelsoojendamiseks.
Kuivatuskapi konstruktsioonid parandavad soojuse ringlust.
Õhufiltrite ja -kanalite nõuetekohane hooldus tagab tõhusa õhuvoolu.
Täiustatud juhtimissüsteemid kasutavad optimaalse niiskuse säilitamiseks andureid.
Kuivatikangaste ja auruhalduse uuendused vähendavad energiatarbimist.
Kaasaegsed kuivatustehnoloogiad hõlmavad mikrolaineahjus kuivatamist ja täiustatud kudede kuivatamise süsteeme, mis parandavad veelgi tõhusust ja toote kvaliteeti.
Pinna suurus ja kalender
Peamised viimistlusetapid on pinna suuruse määramine ja kalandreerimine. Pinna suuruse määramine valmistab paberipinna ette, parandades heledust, siledust ja prinditavust. Kalander surub paberi pinda kokku, vähendades karedust ja suurendades läiget. See protsess muudab kiu struktuuri, muutes pinna ühtlasemaks ja paremaks printimiseks. Kalandriseadmed hõlmavad masinviimistlust, superkalendri viimistlust ja plaatviimistluse tüüpe, millest igaüks pakub erinevat sileduse ja läike taset.
Kerimine ja lõikamine
Pärast viimistlemist keritakse paber suurteks jumbo rullideks. Slitter-ümberkerijad lõikavad need rullid labade abil kitsamateks ribadeks ja kerivad need seejärel uutele südamikele. Protsessis kasutatakse kahjustuste vältimiseks ja järjepidevuse tagamiseks täpset pingejuhtimise ja lindi joondamise süsteeme. Automatiseeritud süsteemid saavad reguleerida rulli laiust, tihedust ja tuvastada defekte. Lõpptoote saab pakkimiseks ja saatmiseks veel lehtedeks või väiksemateks rullideks lõigata.
Kvaliteedikontroll ja jätkusuutlikkus paberitootmisprotsessis
Reaalajas kvaliteedikontrollid
Kaasaegsed tehased kasutavad paberitootmisprotsessi jälgimiseks ja kõrgekvaliteediliste paberistandardite säilitamiseks täiustatud süsteeme. Kvaliteedikontrollisüsteem (QCS) mõõdab selliseid omadusi nagu niiskusesisaldus, siledus, karedus ja kahekülgsus reaalajas. Need digitaalsed tööriistad koguvad ja analüüsivad andmeid koheselt, võimaldades tehnikutel sätteid reguleerida ja defekte ära hoida. Masinõpe ja tehisintellekt aitavad nüüd probleeme ennustada enne nende tekkimist, kuid kvalifitseeritud töötajad jälgivad protsessi siiski. Tehased ühendavad need digitaalsed süsteemid regulaarse seadmete kontrollimisega, et tagada paberitootmisprotsessi töökindlus ja tõhusus. Selline lähenemine vähendab seisakuid ja hoiab toote kvaliteedi ühtlasena.
Kvaliteediparameetri kategooria |
Näited mõõdetud parameetritest |
Füüsikalised omadused |
Aluse kaal, paksus, värvus |
Keemilised omadused |
Niiskusesisaldus, tuhasisaldus |
Pinna omadused |
Siledus, karedus, läige, valgedus |
Struktuuriomadused |
Kahekülgsus |
Märkus. Pinna omadused, nagu karedus ja läige, mõjutavad seda, kui hästi paber prindib ja välja näeb. Niiskusesisaldus on ka tugevuse ja stabiilsuse jaoks kriitiline.
Keskkonnatavad
Jätkusuutlikkus juhib paberitootmisprotsessi kõiki etappe. Veskid on kahjulike kemikaalide vältimiseks asendanud klooripõhise pleegitamise ohutumate meetoditega. Nad kasutavad metsade kaitsmiseks ja energiatarbimise vähendamiseks ringlussevõetud kiude ja alternatiivseid allikaid, nagu bambus või põllumajandusjäätmed. Vee ringlussevõtu süsteemid ja täiustatud puhastustehnoloogiad aitavad tehastel kasutada vähem vett ja hoida seda puhtana. Paljud rajatised toetuvad nüüd taastuvatest kütustest toodetud bioenergiale, mis vähendab nende süsiniku jalajälge. Automatiseerimine ja digitaalsed juhtseadmed vähendavad jäätmeid ja säästavad energiat. Vastutustundlik hankimine ja metsa majandamine toetavad elurikkust ja metsa uuendamist. Tarneahela täiustused, näiteks materjalide hankimine tehasele lähemalt, vähendavad veelgi paberitootmise keskkonnamõjusid.
Kõrvaldage klooripõhine pleegitamine
Kasutage taaskasutatud kiude ja alternatiivseid tooraineid
Taaskasutage ja puhastage vett tõhusalt
Parandage energiatõhusust kaasaegsete seadmetega
Kasutage taastuvat bioenergiat
Harjutage vastutustundlikku metsamajandamist
Optimeerige tarneahelad väiksemate heitkoguste saavutamiseks
Näpunäide. Säästvate tavadega valmistatud kvaliteetse paberi valimine aitab kaitsta keskkonda.
Pakendamine ja saatmine
Veskid kaitsevad valmis paberitooteid hoolikate pakendamis- ja saatmismeetoditega. Nad kasutavad selliseid materjale nagu mullikile, vaht ja vastupidavad kastid, et vältida kahjustusi, mis tulenevad ebaharilikust käsitsemisest või liikumisest transpordi ajal. Kohandatud pakendamislahendused sobivad iga toote suuruse ja kaaluga, vähendades tühja ruumi ja kahjustamise ohtu. Niiskuskindlad materjalid ja avamiskindlad tihendid lisavad lisakaitset. Mills testib pakendeid, simuleerides kukkumisi ja lööke, seejärel täiustab disainilahendusi tagasiside ja toimivusandmete põhjal. Tõhus logistika, nagu näiteks raudtee kasutamine veoautode asemel või tarnemarsruutide planeerimine tehisintellektiga, aitab vähendada heitkoguseid ja toetab jätkusuutlikkust. Need sammud tagavad, et kvaliteetne paber saabub ohutult ja minimaalse keskkonnamõjuga.
Paberitootmisprotsess muudab tooraine valmispaberiks mitme etapi kaudu: ettevalmistamine, paberimassi valmistamine, pesemine, pleegitamine, lehtede moodustamine, pressimine, kuivatamine ja viimistlemine. Sellised masinad nagu Fourdrinier ja silindermasinad tagavad tõhususe ja ühtlase kvaliteedi. Kvaliteedikontrollisüsteemid jälgivad iga etappi, samas kui jätkusuutlikkuse tavad vähendavad jäätmeid ja energiakasutust. Paberi tootmisprotsess põhineb kõrgtehnoloogial ja keskkonnajuhtimisel. Kokkuvõtteks võib öelda, et paberi valmistamine hõlmab täpset juhtimist, kaasaegseid seadmeid ning tugevat pühendumist kvaliteedile ja jätkusuutlikkusele.
KKK
Mis on paberi valmistamise masin?
Paberivalmistusmasin muudab paberimassi pidevateks paberilehtedeks. See kasutab iga etapi haldamiseks täiustatud juhtnuppe alates lehe vormimisest kuni kuivatamise ja viimistlemiseni. See masin tagab kvaliteetse ühtlase paberi mitmeks kasutuseks.
Mille poolest erineb paberimasin paberkottide valmistamise masinast?
Paberivalmistamismasin loob suuri paberirulle või lehti. Paberkottide valmistamise masin kasutab neid lehti paberi lõikamiseks, voltimiseks ja kottideks liimimiseks. Iga masin täidab paberitööstuses ainulaadset rolli.
Kas paberitootmismasin saab toota tasside ja kottide jaoks paberit?
Jah. Paberivalmistamismasin suudab toota aluspaberit nii paberitopsi valmistamise masinate kui ka paberkottide valmistamise masinate jaoks. Masin reguleerib paksust, tugevust ja pinnaviimistlust vastavalt iga toote vajadustele.
Millist hooldust vajab paberimasin?
Operaatorid peavad paberimasinat regulaarselt puhastama, kontrollima ja määrima. Nad kontrollivad kulunud osi ja vahetavad need välja vastavalt vajadusele. Õige hooldus tagab masina sujuva töö ja pikendab selle eluiga.
Kas paberi valmistamise masinad on keskkonnasõbralikud?
Kaasaegsed paberivalmistusmasinad kasutavad ringlussevõetud kiude, säästavad energiat ja taaskasutavad vett. Paljud tehased kasutavad keskkonnasõbralikke kemikaale ja taastuvenergiat. Need sammud aitavad vähendada paberitootmise keskkonnamõju.