Stroj za izdelavo papirja pretvori lesne sekance in reciklirane materiale v gladke, visokokakovostne liste s skrbno nadzorovanim procesom izdelave papirja. Sodobni stroji uporabljajo napredne kontrole za spremljanje vsakega koraka, s čimer povečujejo učinkovitost in zagotavljajo dosledne rezultate.
Trajnost ostaja ključni poudarek, saj mlini reciklirajo vodo in zmanjšujejo porabo energije.
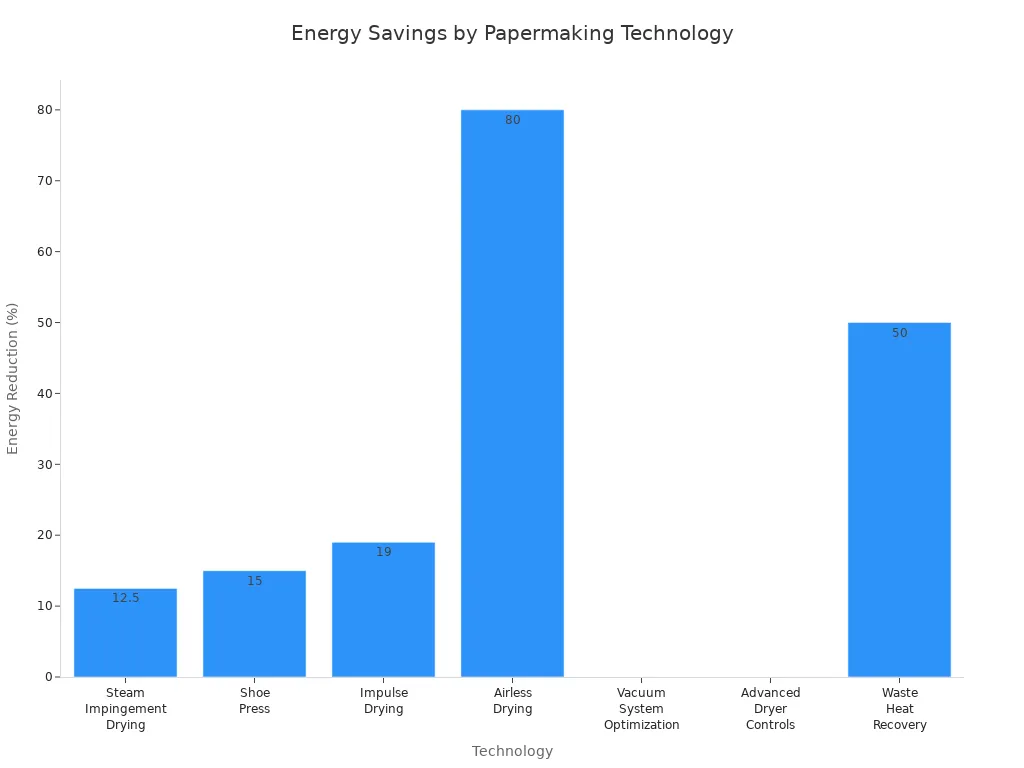
Tehnologija ali ukrep |
Učinkovitost in izboljšave kakovosti |
Sušenje s paro |
Prihrani 10-15 % energije, izboljša učinkovitost sušenja. |
Stiskalnica za čevelj (podaljšano stiskanje). |
Zmanjša porabo energije, izboljša moč in kakovost papirja. |
Impulzno sušenje |
Prihrani 18-20 % energije, poveča hitrost sušenja in suhost papirja. |
Brezzračno sušenje |
Doseže 70-90% zmanjšanje toplotne energije, poveča učinkovitost sušenja. |
Optimizacija vakuumskega sistema |
Prihrani veliko energije, izboljša učinkovitost odvajanja vode. |
Napredne kontrole sušilnika |
Izboljša nadzor nad procesom, izboljša enotnost papirja. |
Rekuperacija odpadne toplote pri sušenju |
Zmanjša porabo energije do 50 %, zniža stroške in vpliv na okolje. |
Postopek izdelave papirja uporablja te inovacije za zagotavljanje močnega, enotnega papirja, hkrati pa podpira trajnost. Postopek izdelave papirja se opira na preverjanje kakovosti, upravljanje z viri in tehnologijo, da odgovori na vprašanje: kako je papir izdelan od začetka do konca?
Ključni zaključki
Stroji za izdelavo papirja s pomočjo natančnih korakov in naprednih krmilnikov pretvorijo lesne sekance in reciklirane materiale v gladke, močne liste.
Surovine, kot so lesna celuloza, reciklirana vlakna in nelesni viri, so skrbno pripravljene za zagotavljanje kakovosti in trajnosti.
Oddelek za oblikovanje oblikuje celulozo v enotne liste z uporabo strojev, kot so Fourdrinier in cilindrični tipi, od katerih je vsak primeren za različne vrste papirja.
Stiskanje in sušenje učinkovito odstranjujeta vodo, izboljšata trdnost papirja in prihranita energijo s sodobnimi tehnologijami.
Trajnost je ključnega pomena, saj mlini uporabljajo okolju prijazne kemikalije, reciklirajo vodo, varčujejo z energijo in odgovorno gospodarijo z gozdovi.
Priprava surovin
Postopek celuloze in papirja se začne s skrbno pripravo surovin. Mlini za izdelavo papirne mase uporabljajo različne vire. Najpogostejše surovine vključujejo:
Lesna celuloza, ki prevladuje v svetovni ponudbi in zagotavlja stalno kakovost.
Recikliran papir, ki je postal pomembnejši, ko se obrati osredotočajo na trajnost in izboljšano tehnologijo recikliranja.
Nelesna vlakna, kot so bambus, konoplja in kmetijski ostanki, ki nudijo edinstvene lastnosti in manjši vpliv na okolje.
Reciklirana vlakna, ki pomagajo zmanjšati količino odpadkov in podpirajo okolju prijazno proizvodnjo.
Lupljenje in sekanje
Prvi korak pri pripravi surovin vključuje pretvorbo polen v majhne, enakomerne sekance. Mlini sledijo natančnemu zaporedju:
Delavci podajajo hlode v boben za lupljenje. Boben prevrne polena in jih razprši z vodnimi curki, da odstrani lubje. Ta korak preprečuje kontaminacijo in ščiti stroje.
Čista hlodovina se premakne v visokohitrostni sekalnik. Sekalnik uporablja ostre, vrtljive rezila za rezanje hlodov na majhne enakomerne sekance.
Bistvena je enotna velikost čipov. Zagotavlja učinkovito kuhanje in dosledno ločevanje vlaken med postopkom izdelave celuloze, kar vpliva na končno kakovost papirne mase.
Metode pulpiranja
Po drobljenju uporabljajo mlini različne metode pridobivanja celuloze za ločevanje vlaken. Dve glavni vrsti sta mehanska in kemična obdelava celuloze. Spodnja tabela primerja njihove ključne značilnosti:
Vidik |
Mehanska obdelava celuloze |
Kemična obdelava celuloze |
donos |
Visoko (90-95 %) |
Nizko (40–55 %) |
Trdnost papirja |
Nižja moč |
Večja moč |
Svetlost |
Nižja svetlost |
Večja svetlost |
Življenjska doba |
Omejena življenjska doba (porumenelost) |
Večja dolgoživost |
Mehanska obdelava celuloze ohrani večino lesne mase, kar ima za posledico visok izkoristek, vendar nižjo kakovost. Kemična obdelava celuloze odstrani lignin in nečistoče ter tako proizvede močnejša, svetlejša in dolgotrajnejša vlakna. Kemična obdelava celuloze predstavlja več kot 70 % svetovne proizvodnje celuloze, pri čemer se mehanska obdelava celuloze uporablja predvsem za izdelke, kot je časopisni papir. Mlinarji izberejo postopek izdelave celuloze glede na želeno kakovost papirja in končno uporabo.
Predelava celuloze
Pranje in beljenje
Pranje in beljenje igrata ključno vlogo v procesu celuloze in papirja. Mlini odstranijo onesnaževalce iz papirne mase, da izboljšajo svetlost in kakovost. Glavni onesnaževalci vključujejo adsorpcijske organske halogenide (AOX), dioksine, furane, smolne kisline, klorirane lignine, fenolne spojine in sintetične organske spojine. Te snovi so pogosto posledica kemičnih reakcij med izdelavo celuloze in beljenjem. Delavci uporabljajo korake pranja, da odstranijo te škodljive materiale, kar zmanjša izpuste v okolje in izboljša kakovost celuloze. Napredne tehnike beljenja, kot je beljenje brez elementarnega klora (ECF) in beljenje popolnoma brez klora (TCF), dodatno zmanjšajo škodljive ostanke.
Običajna belila vključujejo klor, klorov dioksid, vodikov peroksid in natrijev hidroksid. Klor reagira z ligninom, da ga raztopi, medtem ko klorov dioksid služi kot močno oksidacijsko sredstvo pri ECF beljenju. Vodikov peroksid posvetli celulozo, natrijev hidroksid pa pomaga pri kuhanju in beljenju. Mlini uporabljajo tudi manj pogosta sredstva, kot so peroksiocetna kislina, kalijev peroksimonosulfat in encime, kot je ksilanaza. Zaradi skrbi za okolje se je uporaba elementarnega klora zmanjšala, saj lahko tvori dioksine.
Nasvet: obrati, ki uporabljajo beljenje brez klora in okolju prijazne kemikalije, pomagajo varovati okolje in proizvajajo čistejši, visokokakovosten papir.
Rafiniranje in stepanje
Rafiniranje in stepanje spremenita strukturo vlaken papirne mase. Operaterji uporabljajo mehansko obdelavo za induciranje notranje fibrilacije, ki poveča nabrekanje in prožnost vlaken. Ta postopek izboljša lepljenje vlaken in zgostitev plošč. Med rafiniranjem pride tudi do zunanje fibrilacije, tvorbe drobnih delcev, krajšanja in ravnanja vlaken. Povečana razpoložljivost hemiceluloze na površinah vlaken izboljša vez med vlakni. Posledica teh sprememb so gostejše plošče z večjo natezno trdnostjo in togostjo. Rafiniranje vpliva tudi na elektrokinetične lastnosti in površinske naboje vlaken, ki vplivajo na kakovost papirja. Celoten učinek je močnejši, trši in enotnejši papir.
Velikost in barvanje
Sredstva za lepljenje in barvila dajejo papirju končne lastnosti. Mlini uporabljajo naravna in sintetična klejila, kot so kolofonija, alkil keten dimer (AKD), alkenil jantar anhidrid (ASA), škrob in stiren akril. Sredstva za klejenje so razdeljena v dve kategoriji: notranja (dodana celulozi) in površinska (nanesena po oblikovanju lista). Ta sredstva povečajo vodoodpornost z ustvarjanjem hidrofobnih ovir, zmanjšajo poroznost papirja in preprečijo prodiranje vode. Dimenzioniranje izboljša tudi možnost tiskanja s povečanjem vpijanja črnila in zmanjšanjem puščanja črnila. Mehanske lastnosti, kot so natezna trdnost, odpornost na trganje in zložljivost, se izboljšajo s pravilno velikostjo.
Barvila, vključno s pigmenti in barvili, zagotavljajo želeni odtenek in svetlost. Izbira lepila in barvil je odvisna od namena uporabe papirja. Na primer, AKD ustreza embalaži, kolofonija je primerna za posebne papirje, škrob pa je običajen v papirju za tiskanje. Mlinarji izberejo agente, da zagotovijo, da papir izpolnjuje posebne zahteve glede trdnosti, videza in zmogljivosti.
Oblikovanje listov v stroju za izdelavo papirja
Stopnja oblikovanja listov je srce stroj za izdelavo papirja . Ta stopnja pretvori obdelano celulozo v neprekinjene liste, s čimer se postavi temelj za trdnost, gladkost in enotnost končnega papirja. Postopek oblikovanja temelji na natančnem nadzoru in naprednem inženirstvu, da se zagotovijo visokokakovostni rezultati.
Wet End in Headbox
Mokri del stroja za izdelavo papirja pripravi kašo celuloze za oblikovanje listov. Naglavni predal igra ključno vlogo v tem procesu. Tok celuloze iz cevovoda pretvori v tanek, enakomeren curek, ki se širi po celotni širini oblikovalne tkanine. Ta korak je bistvenega pomena za izdelavo enotnih listov.
Pulpna gošča najprej vstopi v rezervoar za dušenje pulziranja, ki zmanjša nihanje tlaka in zagotovi stabilen pretok.
Gnojnica se premakne v zbiralnik visoke konsistence (HC) in se enakomerno porazdeli po širini nabiralnika.
Glava nizke konsistence (LC) nadzoruje konsistenco pulpe.
Upravljavci uporabljajo kontrolni ventil za redčenje, da prilagodijo dodajanje vode in natančno nadzorujejo koncentracijo vlaknin.
Mešalna komora temeljito zmeša razredčeno kašo za enotno konsistenco.
Razdelilna cev enakomerno porazdeli gnojevko po širini naglavnega predala.
Umirjevalna komora umiri tok in zmanjša turbulenco.
Generator turbulence ponovno uvede nadzorovano turbulenco, da vlakna ostanejo obešena in preprečijo strjevanje.
Celuloza izstopa skozi šobo, ki goščo enakomerno usmerja na žico.
Nastavljive ustnice na šobi nadzirajo debelino in hitrost gnojevke ter natančno prilagajajo porazdelitev.
Gnojnica se končno nanese na premični del žice, kjer je enakomerna porazdelitev vlaken ključnega pomena za kakovost papirja.
Naglavni predal zagotavlja, da se kaša kaše ujema s hitrostjo oblikovane tkanine. Ta natančen nadzor preprečuje strjevanje vlaken in ohranja enakomerno debelino po celotni plošči. Operaterji lahko prilagodijo rezalne ustnice in ventile za redčenje, da natančno prilagodijo osnovno težo in porazdelitev vlaken, kar neposredno vpliva na enotnost in trdnost končnih listov.
Opomba: Enakomerna tvorba listov na mokrem koncu je bistvenega pomena za izdelavo visokokakovostnega papirja s stalnimi lastnostmi.
Odsek za oblikovanje in odstranjevanje vode
V oddelku za oblikovanje se razredčena kaša iz celuloze vlije na premikajočo se tkanino za oblikovanje, znano tudi kot žica. Tkanina za oblikovanje deluje kot prepustna podpora, ki omogoča odtekanje vode, medtem ko zadržuje vlakna. Ta korak označuje začetek procesa oblikovanja, kjer se celuloza spremeni v neprekinjeno mrežo.
Mrežasta struktura oblikovalne tkanine vpliva na to, kako se vlakna usedejo in poravnajo. Gravitacijske in sesalne škatle pod žico pomagajo hitro odstraniti vodo. Ko se mreža premika naprej, drenaža s pomočjo vakuuma dodatno zmanjša vsebnost vode. Proces oblikovanja na tej stopnji zagotavlja, da se vlakna enakomerno porazdelijo, kar preprečuje grude in šibke točke v ploščah.
Operaterji uporabljajo več metod za odstranjevanje vode iz celuloze med oblikovanjem listov:
Suspenzija celuloze se začne z zelo nizko vsebnostjo trdnih snovi, običajno okoli 0,2 % teže.
Suspenzijo mešamo, da zagotovimo homogenost.
Vakuumska filtracija odstrani precejšen del vode, ki oblikuje list na tkanini.
Predhodno sušenje pod vakuumom in toploto dodatno zmanjša vlago.
List nato olupimo in ponovno posušimo, da dosežemo želeno suhost.
Po oblikovanju koprena še vedno vsebuje visok odstotek vode, vendar je veliko bolj suha kot začetna gnojevka. Proces oblikovanja na tej stopnji postavlja temelje za strukturo in kakovost papirja.
Fourdrinier in cilindrični stroji
V industriji prevladujeta dve glavni vrsti strojev za izdelavo papirja: Fourdrinier in cilindrični stroji. Vsaka vrsta uporablja drugačen postopek oblikovanja in proizvaja različne vrste papirja.
Vidik |
Stroj Fourdrinier |
Cilindrični stroj |
Oblikovanje papirja |
Ena enotna plast, oblikovana na neprekinjeno premikajoči se ravni žični mreži. |
Več plasti, oblikovanih na vrtečih se valjih, delno potopljenih v kadi za celulozo, nato stisnjenih skupaj. |
Ocene papirja |
Proizvaja bolj gladke in tanjše papirje, idealne za tiskanje, pisanje in lahke vrste (40–120 g/m²). |
Proizvaja debelejše, večslojne papirje, kot so karton, lepenka in embalažni materiali (nad 120 g/m²). |
Hitrost delovanja |
Višje hitrosti, običajno 1800-2000 metrov na minuto. |
Nižje hitrosti, običajno 200-600 metrov na minuto. |
Usmerjenost vlaken |
Vlakna so poravnana predvsem v strojni smeri, kar ima za posledico anizotropno trdnost (razmerje 2:1 do 3:1). |
Vlakna so bolj enakomerno porazdeljena po smereh, kar zagotavlja uravnoteženo moč (razmerje približno 1,5:1). |
Konzistenca pulpe |
Nekoliko višja (0,8%-1,2%), pomaga pri oblikovanju listov in drenaži. |
Nižje (0,5 %-1 %), kar omogoča gladko plastenje več plasti. |
Vzdrževanje |
Intenzivnejši zaradi kompleksnosti in številnih gibljivih delov. |
Enostavnejša mehanska struktura, ki zahteva manj pogosto vzdrževanje. |
Izhodne značilnosti |
Izdeluje enotne, gladke, tanke liste, primerne za fini papir in tisk. |
Proizvaja debelejše, močnejše večslojne liste, primerne za embalažo in posebne papirje. |
Stroj Fourdrinier prevladuje nad modernim trg strojev za izdelavo papirja , ki predstavlja več kot 60 % naprav po vsem svetu. Ta stroj je odličen pri izdelavi gladkih, tankih listov za tiskanje in pisanje. Cilindrični stroji, čeprav so manj pogosti, so prednostni za debelejše, večslojne papirje, kot so karton in embalažni materiali. Obe vrsti strojev za izdelavo papirja se zanašata na natančen nadzor procesa oblikovanja za doseganje želenih lastnosti papirja.
Nasvet: Izbira med Fourdrinier in cilindričnimi stroji je odvisna od zahtevane kakovosti papirja in končne uporabe. Stroji Fourdrinier ponujajo hitrost in enotnost, medtem ko cilindrični stroji zagotavljajo trdnost in debelino za posebne aplikacije.
Stiskanje, sušenje in končna obdelava
Pritisnite Oddelek
Stiskalni del stroja za izdelavo papirja odstranjuje vodo iz mokrega papirnega traku z mehanskim pritiskom. Stiskalni valji stisnejo mrežo, vpojna stiskalna klobučevina pa s kapilarnim delovanjem pomaga črpati vodo. Napredne stiskalnice, kot so stiskalnice za čevlje, povečajo čas in pritisk, kar izboljša odstranjevanje vode in zaščiti list papirja. Po odseku za oblikovanje papirni trak vsebuje približno 60-70 % vode. Stiskalni del zmanjša to vlago na okoli 45-55 %. Ta korak zmanjša energijo, potrebno za sušenje, in izboljša tako kakovost papirja kot učinkovitost proizvodnje.
Običajne vrste stiskalnic vključujejo:
Gobaste stiskalnice, ki uporabljajo čisto gobo za posamezne liste.
Enostavne stiskalnice za vezane plošče, zategnjene s C-sponkami.
Hidravlične stiskalnice, z dvigalkami za debelejše ali več listov.
Vakuumske namizne stiskalnice, ki izsesajo vodo.
Prilagojene stiskalnice iz drugih panog, kot so stiskalnice za knjige ali rože.
Prenosne učilnice in domače stiskalnice za posebne potrebe.
Sušilni oddelek
Sušilni del odstrani večino preostale vlage iz papirnega traku. Parno ogrevani valji posušijo kopreno do želene vlažnosti, ki je pomembna za trdnost in stabilnost. Energetska učinkovitost na tej stopnji izhaja iz več strategij:
Sistemi za rekuperacijo toplote zajemajo odpadno toploto za predgretje vhodnega zraka.
Zasnova nape sušilnika izboljša kroženje toplote.
Pravilno vzdrževanje zračnih filtrov in kanalov zagotavlja učinkovit pretok zraka.
Napredni nadzorni sistemi uporabljajo senzorje za vzdrževanje optimalne vlažnosti.
Inovacije pri sušilnem stroju in upravljanju pare zmanjšujejo porabo energije.
Sodobne tehnologije sušenja vključujejo mikrovalovno sušenje in napredne sisteme za sušenje robčkov, ki še izboljšajo učinkovitost in kakovost izdelkov.
Dimenzioniranje in kalandriranje površin
Dimenzioniranje površine in kalandriranje sta ključna zaključna koraka. Velikost površine pripravi površino papirja, izboljša svetlost, gladkost in tiskanje. Kalandiranje stisne površino papirja, zmanjša hrapavost in poveča sijaj. Ta postopek spremeni strukturo vlaken, zaradi česar je površina bolj enotna in boljša za tiskanje. Oprema za kalandriranje vključuje vrste strojne končne obdelave, superkalandrirane končne obdelave in ploščaste končne obdelave, od katerih vsaka ponuja različne stopnje gladkosti in sijaja.
Navijanje in rezanje
Po končani obdelavi se papir zvije v velike jumbo role. Previjalniki za rezanje te zvitke z rezili razrežejo na ožje trakove, nato pa jih navijejo na nova jedra. Postopek uporablja natančen nadzor napetosti in sisteme za poravnavo mreže, da prepreči poškodbe in zagotovi doslednost. Avtomatizirani sistemi lahko prilagodijo širino zvitka, gostoto in zaznajo napake. Končni izdelek lahko nadalje razrežemo na liste ali manjše zvitke, pripravljene za pakiranje in odpremo.
Nadzor kakovosti in trajnost v procesu izdelave papirja
Preverjanje kakovosti v realnem času
Sodobne tovarne uporabljajo napredne sisteme za spremljanje procesa izdelave papirja in vzdrževanje standardov visoke kakovosti papirja. Sistem za nadzor kakovosti (QCS) meri lastnosti, kot so vsebnost vlage, gladkost, hrapavost in dvostranskost v realnem času. Ta digitalna orodja takoj zbirajo in analizirajo podatke, kar tehnikom omogoča prilagajanje nastavitev in preprečevanje napak. Strojno učenje in umetna inteligenca zdaj pomagata napovedati težave, preden se zgodijo, vendar kvalificirani delavci še vedno nadzirajo proces. Mlini združujejo te digitalne sisteme z rednimi pregledi opreme, da zagotovijo, da proizvodni proces papirja ostane zanesljiv in učinkovit. Ta pristop skrajša čas izpadov in ohranja kakovost izdelkov dosledno.
Kategorija parametra kakovosti |
Primeri izmerjenih parametrov |
Fizične lastnosti |
Osnovna teža, debelina, barva |
Kemijske lastnosti |
Vsebnost vlage, vsebnost pepela |
Površinske lastnosti |
Gladkost, hrapavost, sijaj, belina |
Strukturne lastnosti |
Dvostranskost |
Opomba: Površinske lastnosti, kot sta hrapavost in sijaj, vplivajo na kakovost tiskanja in videz papirja. Vsebnost vlage je prav tako kritična za trdnost in stabilnost.
Okoljske prakse
Trajnost vodi vsak korak postopka izdelave papirja. Mlinarji so zamenjali beljenje na osnovi klora z varnejšimi metodami, da bi se izognili škodljivim kemikalijam. Za zaščito gozdov in zmanjšanje porabe energije uporabljajo reciklirana vlakna in alternativne vire, kot so bambus ali kmetijski odpadki. Sistemi za recikliranje vode in napredne tehnologije čiščenja pomagajo mlinom, da porabijo manj vode in jo ohranjajo čisto. Številni obrati so zdaj odvisni od bioenergije iz obnovljivih goriv, kar zmanjšuje njihov ogljični odtis. Avtomatizacija in digitalni krmilniki zmanjšujejo količino odpadkov in varčujejo z energijo. Odgovorno pridobivanje virov in gospodarjenje z gozdovi podpirata biotsko raznovrstnost in pogozdovanje. Izboljšave dobavne verige, kot je pridobivanje materialov bližje tovarni, dodatno zmanjšujejo vplive proizvodnje papirja na okolje.
Odpravite beljenje na osnovi klora
Uporabljajte reciklirana vlakna in alternativne surovine
Učinkovito reciklirajte in čistite vodo
Izboljšajte energetsko učinkovitost s sodobno opremo
Uporabite obnovljivo bioenergijo
Vadite odgovorno gospodarjenje z gozdovi
Optimizirajte dobavne verige za nižje emisije
Nasvet: izbira visokokakovostnega papirja, izdelanega s trajnostnimi praksami, pomaga varovati okolje.
Pakiranje in pošiljanje
Mlinarji ščitijo končne izdelke iz papirja s skrbnim načinom pakiranja in pošiljanja. Uporabljajo materiale, kot so folija z mehurčki, pena in trdne škatle, da preprečijo poškodbe zaradi grobega ravnanja ali premikanja med transportom. Rešitve pakiranja po meri ustrezajo velikosti in teži vsakega izdelka, kar zmanjšuje prazen prostor in tveganje poškodb. Materiali, odporni na vlago, in tesnila, ki jih je mogoče odpreti, dodajajo dodatno zaščito. Mills testira embalažo s simulacijo padcev in udarcev, nato pa izboljša dizajn na podlagi povratnih informacij in podatkov o zmogljivosti. Učinkovita logistika, kot je uporaba železnice namesto tovornjakov ali načrtovanje dostavnih poti z umetno inteligenco, pomaga zmanjšati emisije in podpira trajnost. Ti koraki zagotavljajo, da visokokakovosten papir prispe varno in z minimalnim vplivom na okolje.
Postopek izdelave papirja pretvori surovine v končni papir skozi niz korakov: priprava, obdelava celuloze, pranje, beljenje, oblikovanje listov, stiskanje, sušenje in končna obdelava. Stroji, kot so Fourdrinier in cilindrični stroji, zagotavljajo učinkovitost in dosledno kakovost. Sistemi nadzora kakovosti spremljajo vsako stopnjo, medtem ko trajnostne prakse zmanjšujejo količino odpadkov in porabo energije. Proces izdelave papirja temelji na napredni tehnologiji in varovanju okolja. Če povzamemo, način izdelave papirja vključuje natančen nadzor, sodobno opremo ter močno zavezanost kakovosti in trajnosti.
pogosta vprašanja
Kaj je stroj za izdelavo papirja?
Stroj za izdelavo papirja spremeni celulozo v neprekinjene liste papirja. Uporablja napredne kontrole za upravljanje vsakega koraka, od oblikovanja lista do sušenja in končne obdelave. Ta stroj zagotavlja visokokakovosten enoten papir za številne uporabe.
Kako se stroj za izdelavo papirja razlikuje od stroja za izdelavo papirnatih vrečk?
Stroj za izdelavo papirja ustvarja velike zvitke ali liste papirja. Stroj za izdelavo papirnatih vrečk uporablja te liste za rezanje, zlaganje in lepljenje papirja v vrečke. Vsak stroj ima edinstveno vlogo v industriji papirnih izdelkov.
Ali lahko stroj za izdelavo papirja proizvede papir za skodelice in vrečke?
ja Stroj za izdelavo papirja lahko proizvaja osnovni papir za stroje za izdelavo papirnatih skodelic in stroje za izdelavo papirnatih vrečk. Stroj prilagaja debelino, moč in površinsko obdelavo, da ustreza potrebam vsakega izdelka.
Kakšno vzdrževanje potrebuje stroj za izdelavo papirja?
Upravljavci morajo redno čistiti, pregledovati in mazati stroj za izdelavo papirja. Preverijo obrabljene dele in jih po potrebi zamenjajo. Pravilno vzdrževanje zagotavlja nemoteno delovanje stroja in podaljšuje njegovo življenjsko dobo.
Ali so stroji za izdelavo papirja okolju prijazni?
Sodobni stroji za izdelavo papirja uporabljajo reciklirana vlakna, varčujejo z energijo in reciklirajo vodo. Mnogi mlini uporabljajo okolju prijazne kemikalije in obnovljivo energijo. Ti koraki pomagajo zmanjšati vpliv proizvodnje papirja na okolje.