En papirmaskin forvandler flis og resirkulerte materialer til glatte ark av høy kvalitet gjennom en nøye kontrollert papirproduksjonsprosess. Moderne maskiner bruker avanserte kontroller for å overvåke hvert trinn, noe som øker effektiviteten og sikrer konsistente resultater.
Bærekraft er fortsatt et sentralt fokus, med fabrikker som resirkulerer vann og reduserer energibruken.
Teknologi eller mål |
Effektivitet og kvalitetsforbedringer |
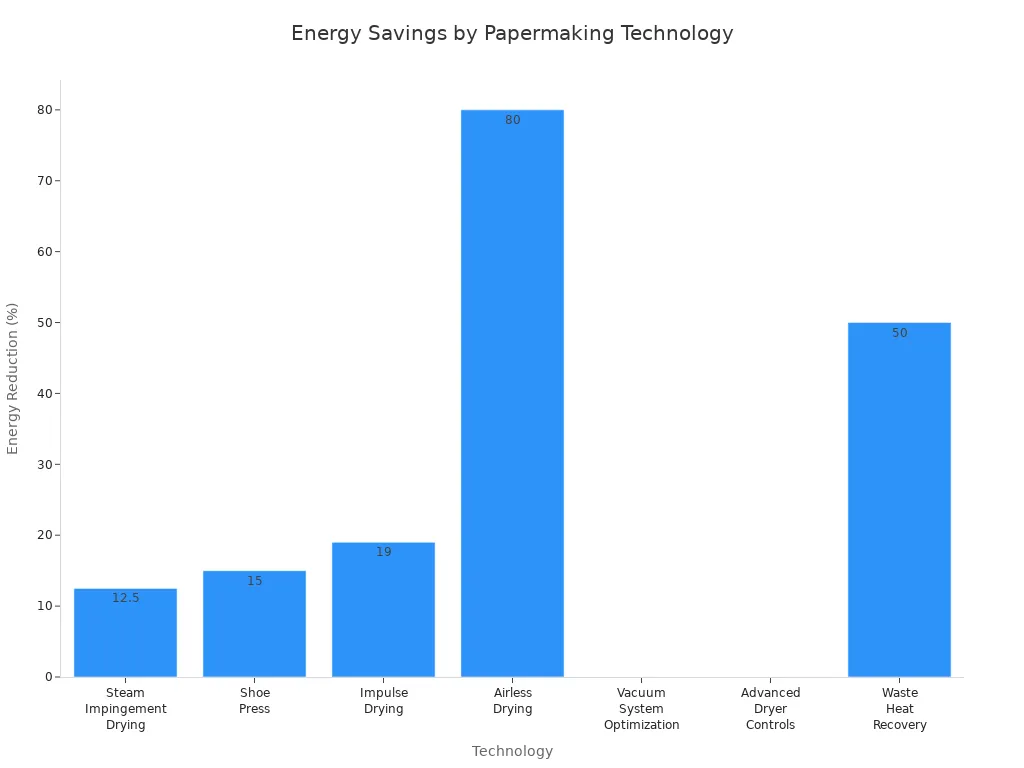
Steam Impingement Tørking |
Sparer 10-15 % energi, forbedrer tørkeeffektiviteten. |
Sko (Extended Nip) Press |
Reduserer energibruk, forbedrer papirstyrke og kvalitet. |
Impulstørking |
Sparer 18-20 % energi, øker tørkehastigheten og papirtørrheten. |
Luftløs tørking |
Oppnår 70-90 % termisk energireduksjon, forbedrer tørkeeffektiviteten. |
Vakuumsystemoptimalisering |
Sparer betydelig strøm, forbedrer avvanningseffektiviteten. |
Avanserte tørketrommelkontroller |
Forbedrer prosesskontroll, forbedrer papiruniformiteten. |
Spillvarmegjenvinning fra tørking |
Reduserer energibruken med opptil 50 %, reduserer kostnader og miljøpåvirkning. |
Papirfremstillingsprosessen bruker disse innovasjonene til å levere sterkt, enhetlig papir samtidig som det støtter bærekraft. Papirproduksjonsprosessen er avhengig av kvalitetskontroller, ressursstyring og teknologi for å svare på spørsmålet: hvordan lages papir fra start til slutt?
Viktige takeaways
Papirmaskiner gjør flis og resirkulerte materialer til glatte, sterke ark gjennom presise trinn og avanserte kontroller.
Råvarer som tremasse, resirkulerte fibre og ikke-trekilder er forberedt nøye for å sikre kvalitet og bærekraft.
Formingsseksjonen former massen til jevne ark ved hjelp av maskiner som Fourdrinier og sylindertyper, hver egnet for forskjellige papirkvaliteter.
Pressing og tørking fjerner vann effektivt, forbedrer papirstyrken og sparer energi med moderne teknologi.
Bærekraft er nøkkelen, med fabrikker som bruker miljøvennlige kjemikalier, resirkulerer vann, sparer energi og forvalter skog på en ansvarlig måte.
Råvareforberedelse
Masse- og papirprosessen begynner med nøye råvareforberedelse. Mills bruker en rekke kilder for å lage papirmasse. De vanligste råvarene inkluderer:
Tremasse, som dominerer det globale tilbudet og sikrer jevn kvalitet.
Resirkulert papir, som har blitt viktigere ettersom fabrikkene fokuserer på bærekraft og forbedret resirkuleringsteknologi.
Ikke-trefibre, som bambus, hamp og landbruksrester, som tilbyr unike kvaliteter og lavere miljøbelastning.
Resirkulerte fibre, som bidrar til å redusere avfall og støtter miljøvennlig produksjon.
Avbarking og chipping
Det første trinnet i råvareforberedelsen innebærer å gjøre tømmerstokker om til små, jevne flis. Mills følger en presis sekvens:
Arbeidere mater tømmerstokker inn i en avbarkingstrommel. Trommelen kaster stokkene og sprayer dem med vannstråler for å fjerne barken. Dette trinnet forhindrer forurensning og beskytter maskineri.
Rene stokker flyttes til en høyhastighets flishugger. Flismaskinen bruker skarpe, roterende kniver for å kutte tømmerstokkene til små, jevne flis.
Ensartet brikkestørrelse er avgjørende. Det sikrer effektiv matlaging og konsekvent fiberseparasjon under masseprosessen, noe som påvirker den endelige kvaliteten på papirmassen.
Massemetoder
Etter flising bruker fabrikkene forskjellige tremassemetoder for å separere fibre. De to hovedtypene er mekanisk og kjemisk masseproduksjon. Tabellen nedenfor sammenligner nøkkelfunksjonene deres:
Aspekt |
Mekanisk masseproduksjon |
Kjemisk masseproduksjon |
Avkastning |
Høy (90–95 %) |
Lav (40–55 %) |
Papirstyrke |
Lavere styrke |
Høyere styrke |
Lysstyrke |
Lavere lysstyrke |
Høyere lysstyrke |
Levetid |
Begrenset levetid (gulfarging) |
Større levetid |
Mekanisk massebehandling beholder mesteparten av vedmassen, noe som resulterer i høyt utbytte, men lavere kvalitet. Kjemisk massebehandling fjerner lignin og urenheter, og produserer sterkere, lysere og langvarige fibre. Kjemisk masseproduksjon står for over 70 % av den globale masseproduksjonen, med mekanisk masseproduksjon som hovedsakelig brukes til produkter som avispapir. Mills velger masseprosessen basert på ønsket papirkvalitet og sluttbruk.
Massebehandling
Vasking og bleking
Vasking og bleking spiller en avgjørende rolle i masse- og papirprosessen. Mills fjerner forurensninger fra papirmasse for å forbedre lysstyrken og kvaliteten. De viktigste forurensningene inkluderer adsorberbare organiske halogenider (AOX), dioksiner, furaner, harpikssyrer, klorerte ligniner, fenolforbindelser og syntetiske organiske forbindelser. Disse stoffene er ofte et resultat av kjemiske reaksjoner under pulping og bleking. Arbeidere bruker vasketrinn for å eliminere disse skadelige materialene, noe som reduserer miljøutslipp og forbedrer massekvaliteten. Avanserte bleketeknikker, som elementært klorfri (ECF) og helt klorfri (TCF) bleking, reduserer skadelige rester ytterligere.
Vanlige blekemidler inkluderer klor, klordioksid, hydrogenperoksid og natriumhydroksid. Klor reagerer med lignin for å solubilisere det, mens klordioksid fungerer som et kraftig oksidasjonsmiddel i ECF-bleking. Hydrogenperoksid lysner fruktkjøttet, og natriumhydroksid hjelper både til matlaging og bleking. Mills bruker også mindre vanlige midler som peroksyeddiksyre, kaliumperoksymonosulfat og enzymer som xylanase. Miljøhensyn har ført til redusert bruk av elementært klor, da det kan danne dioksiner.
Tips: Møller som bruker klorfri bleking og miljøvennlige kjemikalier bidrar til å beskytte miljøet og produserer renere papir av høy kvalitet.
Raffinering og juling
Raffinering og banking endrer strukturen til papirmassefibre. Operatører bruker mekanisk behandling for å indusere intern fibrillering, noe som øker fiberhevelse og fleksibilitet. Denne prosessen forbedrer fiberbinding og tetthet av ark. Ekstern fibrillering, finstoffdannelse, fiberforkorting og fiberretting forekommer også under raffinering. Den økte tilgjengeligheten av hemicellulose på fiberoverflater forbedrer fiber-til-fiber-binding. Disse endringene resulterer i tettere plater med høyere strekkfasthet og stivhet. Raffinering påvirker også de elektrokinetiske egenskapene og overflateladningene til fibre, som påvirker papirkvaliteten. Den generelle effekten er sterkere, stivere og mer jevnt papir.
Dimensjonering og farging
Limings- og fargemidler gir papir dets endelige egenskaper. Mills bruker både naturlige og syntetiske limingsmidler, slik som kolofonium, alkylketendimer (AKD), alkenylravsyreanhydrid (ASA), stivelse og styrenakryl. Limingsmidler faller inn i to kategorier: indre (tilsatt til massen) og overflate (påført etter arkdannelse). Disse midlene øker vannmotstanden ved å skape hydrofobe barrierer, redusere papirporøsitet og forhindre vanninntrengning. Dimensjonering forbedrer også utskriftsevnen ved å forbedre blekkabsorpsjonen og redusere blekkblødning. Mekaniske egenskaper som strekkstyrke, rivebestandighet og brettbarhet forbedres med riktig dimensjonering.
Fargemidler, inkludert pigmenter og fargestoffer, gir ønsket nyanse og lysstyrke. Valget av lim og fargestoffer avhenger av tiltenkt bruk av papiret. For eksempel passer AKD til emballasje, kolofonium fungerer for spesialpapir, og stivelse er vanlig i trykkpapir. Mills velger midler for å sikre at papiret oppfyller spesifikke krav til styrke, utseende og ytelse.
Arkformasjon i papirmaskin
Arkdannelsesstadiet er hjertet av papirfremstillingsmaskin . Dette stadiet forvandler den bearbeidede massen til kontinuerlige ark, og legger grunnlaget for det endelige papirets styrke, glatthet og jevnhet. Formingsprosessen er avhengig av presis kontroll og avansert konstruksjon for å sikre resultater av høy kvalitet.
Wet End og Headbox
Den våte enden av en papirfremstillingsmaskin forbereder masseoppslemmingen for arkdannelse. Innløpsboksen spiller en kritisk rolle i denne prosessen. Den omdanner massestrømmen fra rørledningen til en tynn, jevn stråle som sprer seg over hele bredden av formingsstoffet. Dette trinnet er avgjørende for å produsere ensartede ark.
Masseslurryen går først inn i en pulsasjonsdempende tank, noe som reduserer trykksvingninger og sikrer en stabil strømning.
Oppslemmingen beveger seg til høykonsistens (HC) topper, og fordeler den jevnt over innløpsboksens bredde.
Headeren med lav konsistens (LC) kontrollerer massens konsistens.
Operatører bruker en fortynningskontrollventil for å justere vanntilsetningen, og kontrollerer fiberkonsentrasjonen nøyaktig.
Blandekammeret blander den fortynnede massen grundig for jevn konsistens.
Fordelingsrøret sprer slurryen jevnt over innløpsboksens bredde.
Stillekammeret roer strømmen og reduserer turbulens.
En turbulensgenerator gjeninnfører kontrollert turbulens for å holde fibrene suspendert og forhindre klumping.
Massen kommer ut gjennom en dyse, og leder slurryen jevnt over på tråden.
Justerbare lepper ved dysen kontrollerer slurryens tykkelse og hastighet, og finjusterer distribusjonen.
Oppslemmingen avsettes til slutt på den bevegelige trådseksjonen, hvor jevn fiberfordeling er avgjørende for papirkvaliteten.
Innløpsboksen sørger for at masseoppslemmingen matcher hastigheten til formingsstoffet. Denne nøye kontrollen forhindrer at fiberen klumper seg og opprettholder jevn tykkelse på tvers av arket. Operatører kan justere skiveleppene og fortynningsventilene for å finjustere basisvekten og fiberfordelingen, noe som direkte påvirker jevnheten og styrken til de ferdige arkene.
Merk: Ensartet arkformasjon i den våte enden er avgjørende for å produsere papir av høy kvalitet med jevne egenskaper.
Formingsseksjon og fjerning av vann
I formingsseksjonen helles den fortynnede masseoppslemmingen på en bevegelig formingsduk, også kjent som viren. Det formende stoffet fungerer som en permeabel støtte, slik at vann kan renne av mens fibrene holdes på plass. Dette trinnet markerer begynnelsen på formingsprosessen, hvor massen forvandles til en kontinuerlig bane.
Formingsstoffets mesh-struktur påvirker hvordan fibrene legger seg og justerer seg. Tyngdekraft og sugebokser under ledningen hjelper til med å fjerne vann raskt. Når banen beveger seg fremover, reduserer vakuumassistert drenering vanninnholdet ytterligere. Formingsprosessen på dette stadiet sikrer at fibrene fordeler seg jevnt, og forhindrer klumper og svake flekker i arkene.
Operatører bruker flere metoder for å fjerne vann fra massen under arkdannelse:
Massesuspensjonen starter med et meget lavt faststoffinnhold, vanligvis rundt 0,2 vekt%.
Suspensjonen omrøres for å sikre homogenitet.
Vakuumfiltrering fjerner en betydelig del av vannet, og danner arket på stoffet.
Fortørking under vakuum og varme reduserer fuktigheten ytterligere.
Arket trekkes deretter av og tørkes igjen for å oppnå ønsket tørrhet.
Etter formingsseksjonen inneholder banen fortsatt en høy prosentandel vann, men den er mye tørrere enn den opprinnelige oppslemmingen. Formingsprosessen på dette stadiet legger grunnlaget for papirets struktur og kvalitet.
Fourdrinier og sylindermaskiner
To hovedtyper av papirfremstillingsmaskiner dominerer industrien: Fourdrinier- og sylindermaskiner. Hver type bruker en annen formingsprosess og produserer forskjellige papirkvaliteter.
Aspekt |
Fourdrinier maskin |
Sylindermaskin |
Papirformasjon |
Enkelt jevnt lag dannet på et kontinuerlig bevegelig flatt trådnett. |
Flere lag dannet på roterende sylindre delvis nedsenket i massebeholdere, deretter presset sammen. |
Papirkarakterer |
Produserer jevnere, tynnere papir som er ideelt for utskrift, skriving og lette kvaliteter (40-120 gsm). |
Produserer tykkere flerlagspapir som papp, linerboard og emballasjematerialer (over 120 g/m2). |
Driftshastighet |
Høyere hastigheter, typisk 1800-2000 meter per minutt. |
Lavere hastighet, typisk 200-600 meter per minutt. |
Fiberorientering |
Fibre rettet hovedsakelig i maskinretning, noe som resulterer i anisotrop styrke (2:1 til 3:1 forhold). |
Fibrene fordeles jevnere på tvers av retninger, og gir balansert styrke (forhold rundt 1,5:1). |
Massekonsistens |
Litt høyere (0,8%-1,2%), hjelper arkdannelse og drenering. |
Lavere (0,5%-1%), forenkler jevn lagdeling av flere lag. |
Vedlikehold |
Mer intensiv på grunn av kompleksitet og mange bevegelige deler. |
Enklere mekanisk struktur som krever mindre hyppig vedlikehold. |
Utgangsegenskaper |
Produserer jevne, glatte, tynne ark egnet for finpapir og utskrift. |
Produserer tykkere, sterkere flerlagsark egnet for emballasje og spesialpapir. |
Fourdrinier-maskinen dominerer det moderne markedet for papirfremstillingsmaskiner , som står for mer enn 60 % av installasjonene over hele verden. Denne maskinen utmerker seg ved å produsere jevne, tynne ark for utskrift og skriving. Selv om sylindermaskiner er mindre vanlige, foretrekkes de for tykkere flerlagspapir som papp og emballasjematerialer. Begge typer papirmaskiner er avhengige av nøyaktig kontroll av formingsprosessen for å oppnå de ønskede papiregenskapene.
Tips: Valget mellom Fourdrinier- og sylindermaskiner avhenger av nødvendig papirkvalitet og sluttbruk. Fourdrinier-maskiner tilbyr hastighet og jevnhet, mens sylindermaskiner gir styrke og tykkelse for spesialapplikasjoner.
Pressing, tørking og etterbehandling
Trykk på Seksjon
Pressdelen til en papirmaskin fjerner vann fra den våte papirbanen ved å påføre mekanisk trykk. Pressruller klemmer sammen banen, og absorberende pressefilt hjelper til med å trekke ut vann gjennom kapillærvirkning. Avanserte presser, som skopresser, øker tiden og trykket som påføres, noe som forbedrer vannfjerning og beskytter papirarket. Etter formingsseksjonen inneholder papirbanen ca. 60-70% vann. Pressdelen reduserer denne fuktigheten til rundt 45-55%. Dette trinnet reduserer energien som trengs for tørking og forbedrer både papirkvaliteten og produksjonseffektiviteten.
Vanlige typer presser inkluderer:
Svamppresser, som bruker en ren svamp for individuelle ark.
Enkle kryssfinerpresser, strammet med C-klemmer.
Hydrauliske presser som bruker jekker for tykkere eller flere ark.
Vakuum bordpresser, som trekker vann ut ved hjelp av sug.
Tilpassede presser fra andre bransjer, som bok- eller blomsterpresser.
Bærbare klasseromspresser og hjemmelagde presser for spesifikke behov.
Tørkeseksjon
Tørkedelen fjerner mesteparten av den gjenværende fuktigheten fra papirbanen. Dampvarmede sylindre tørker banen til ønsket fuktighetsinnhold, noe som er viktig for styrke og stabilitet. Energieffektivitet i dette stadiet kommer fra flere strategier:
Varmegjenvinningssystemer fanger opp spillvarme for å forvarme innkommende luft.
Design av tørketrommel forbedrer varmeresirkulasjonen.
Riktig vedlikehold av luftfiltre og kanaler sikrer effektiv luftstrøm.
Avanserte kontrollsystemer bruker sensorer for å opprettholde optimal fuktighet.
Innovasjoner innen tørketrommel og damphåndtering reduserer energibruken.
Moderne tørketeknologier inkluderer mikrobølgetørking og avanserte vevtørkesystemer, som ytterligere forbedrer effektiviteten og produktkvaliteten.
Overflatestørrelse og kalender
Overflatestørrelse og kalandrering er viktige etterbehandlingstrinn. Overflatestørrelse forbereder papiroverflaten, og forbedrer lyshet, glatthet og utskriftsevne. Kalandrering komprimerer papiroverflaten, reduserer ruhet og øker glansen. Denne prosessen endrer fiberstrukturen, noe som gjør overflaten mer jevn og bedre for utskrift. Kalandreringsutstyr inkluderer maskinfinish, superkalandrert finish og platerfinishtyper, som hver tilbyr forskjellige nivåer av glatthet og glans.
Vikling og skjæring
Etter etterbehandling vikles papiret til store jumboruller. Slitter rewinders kutter disse rullene i smalere strimler ved hjelp av kniver, og spol dem deretter tilbake på nye kjerner. Prosessen bruker presis spenningskontroll og nettopprettingssystemer for å forhindre skade og sikre konsistens. Automatiserte systemer kan justere rullebredde, tetthet og oppdage defekter. Sluttproduktet kan kuttes videre i ark eller mindre ruller, klart for pakking og forsendelse.
Kvalitetskontroll og bærekraft i papirfremstillingsprosessen
Kvalitetssjekker i sanntid
Moderne fabrikker bruker avanserte systemer for å overvåke papirfremstillingsprosessen og opprettholde høykvalitets papirstandarder. Et kvalitetskontrollsystem (QCS) måler egenskaper som fuktighetsinnhold, glatthet, ruhet og tosidighet i sanntid. Disse digitale verktøyene samler inn og analyserer data umiddelbart, slik at teknikere kan justere innstillinger og forhindre defekter. Maskinlæring og kunstig intelligens hjelper nå å forutse problemer før de skjer, men dyktige arbeidere overvåker fortsatt prosessen. Mills kombinerer disse digitale systemene med regelmessige utstyrsinspeksjoner for å sikre at papirproduksjonsprosessen forblir pålitelig og effektiv. Denne tilnærmingen reduserer nedetid og holder produktkvaliteten konsistent.
Kvalitetsparameterkategori |
Eksempler på målte parametere |
Fysiske egenskaper |
Grunnvekt, tykkelse, farge |
Kjemiske egenskaper |
Fuktighetsinnhold, askeinnhold |
Overflateegenskaper |
Glatthet, ruhet, glans, hvithet |
Strukturelle egenskaper |
Tosidighet |
Merk: Overflateegenskaper som ruhet og glans påvirker hvor godt papiret skrives ut og ser ut. Fuktighetsinnholdet er også avgjørende for styrke og stabilitet.
Miljøpraksis
Bærekraft veileder hvert trinn i papirproduksjonsprosessen. Mills har erstattet klorbasert bleking med sikrere metoder for å unngå skadelige kjemikalier. De bruker resirkulerte fibre og alternative kilder som bambus eller landbruksavfall for å beskytte skoger og redusere energibruken. Vanngjenvinningssystemer og avanserte behandlingsteknologier hjelper møllene med å bruke mindre vann og holde det rent. Mange anlegg er nå avhengige av bioenergi fra fornybart drivstoff, noe som reduserer karbonfotavtrykket. Automatisering og digitale kontroller reduserer avfall og sparer energi. Ansvarlig innkjøp og skogforvaltning støtter biologisk mangfold og skogplanting. Forbedringer i forsyningskjeden, som å hente materialer nærmere fabrikken, reduserer miljøpåvirkningene fra papirproduksjon ytterligere.
Eliminer klorbasert bleking
Bruk resirkulerte fibre og alternative råvarer
Resirkuler og behandle vann effektivt
Forbedre energieffektiviteten med moderne utstyr
Bruk fornybar bioenergi
Praktisere ansvarlig skogforvaltning
Optimaliser forsyningskjeder for lavere utslipp
Tips: Å velge papir av høy kvalitet laget med bærekraftig praksis bidrar til å beskytte miljøet.
Emballasje og frakt
Mills beskytter ferdige papirprodukter med forsiktig pakking og forsendelsesmetoder. De bruker materialer som bobleplast, skum og solide bokser for å forhindre skade fra grov håndtering eller bevegelse under transport. Tilpassede emballasjeløsninger passer til hvert produkts størrelse og vekt, og reduserer tomrom og risiko for skade. Fuktbestandige materialer og manipulasjonssikre forseglinger gir ekstra beskyttelse. Mills tester emballasje ved å simulere fall og støt, og forbedrer deretter design basert på tilbakemeldinger og ytelsesdata. Effektiv logistikk, som å bruke jernbane i stedet for lastebiler eller planlegge leveringsruter med AI, bidrar til å redusere utslippene og støtter bærekraft. Disse trinnene sikrer at papir av høy kvalitet kommer trygt og med minimal miljøpåvirkning.
Papirfremstillingsprosessen forvandler råmaterialer til ferdig papir gjennom en rekke trinn: forberedelse, masseproduksjon, vasking, bleking, arkforming, pressing, tørking og etterbehandling. Maskiner som Fourdrinier og sylindermaskiner sikrer effektivitet og jevn kvalitet. Kvalitetskontrollsystemer overvåker hvert trinn, mens bærekraftspraksis reduserer avfall og energibruk. Papirproduksjonsprosessen er avhengig av avansert teknologi og miljøledelse. Oppsummert, hvordan papir lages innebærer presis kontroll, moderne utstyr og en sterk forpliktelse til kvalitet og bærekraft.
FAQ
Hva er en papirmaskin?
En papirmaskin gjør papirmasse til kontinuerlige ark. Den bruker avanserte kontroller for å administrere hvert trinn, fra forming av arket til tørking og etterbehandling. Denne maskinen sikrer ensartet papir av høy kvalitet for mange bruksområder.
Hvordan skiller en papirmaskin fra en papirposemaskin?
En papirmaskin lager store ruller eller papirark. En papirposemaskin bruker disse arkene til å kutte, brette og lime papir til poser. Hver maskin har en unik rolle i papirproduktindustrien.
Kan en papirmaskin produsere papir til kopper og poser?
Ja. En papirfremstillingsmaskin kan produsere basispapir for både papirkoppfremstillingsmaskiner og papirposefremstillingsmaskiner. Maskinen justerer tykkelse, styrke og overflatefinish for å møte behovene til hvert produkt.
Hvilket vedlikehold krever en papirmaskin?
Operatører må rengjøre, inspisere og smøre papirmaskinen regelmessig. De sjekker for slitte deler og bytter dem ut etter behov. Riktig vedlikehold holder maskinen i gang jevnt og forlenger levetiden.
Er papirmaskiner miljøvennlige?
Moderne papirmaskiner bruker resirkulerte fibre, sparer energi og resirkulerer vann. Mange fabrikker bruker miljøvennlige kjemikalier og fornybar energi. Disse trinnene bidrar til å redusere miljøpåvirkningen av papirproduksjon.