Stroj za izradu papira pretvara drvnu sječku i reciklirane materijale u glatke listove visoke kvalitete kroz pažljivo kontrolirani proces proizvodnje papira. Moderni strojevi koriste napredne kontrole za praćenje svakog koraka, povećavajući učinkovitost i osiguravajući dosljedne rezultate.
Održivost ostaje ključni fokus, s mlinovima koji recikliraju vodu i smanjuju potrošnju energije.
Tehnologija ili mjera |
Učinkovitost i poboljšanja kvalitete |
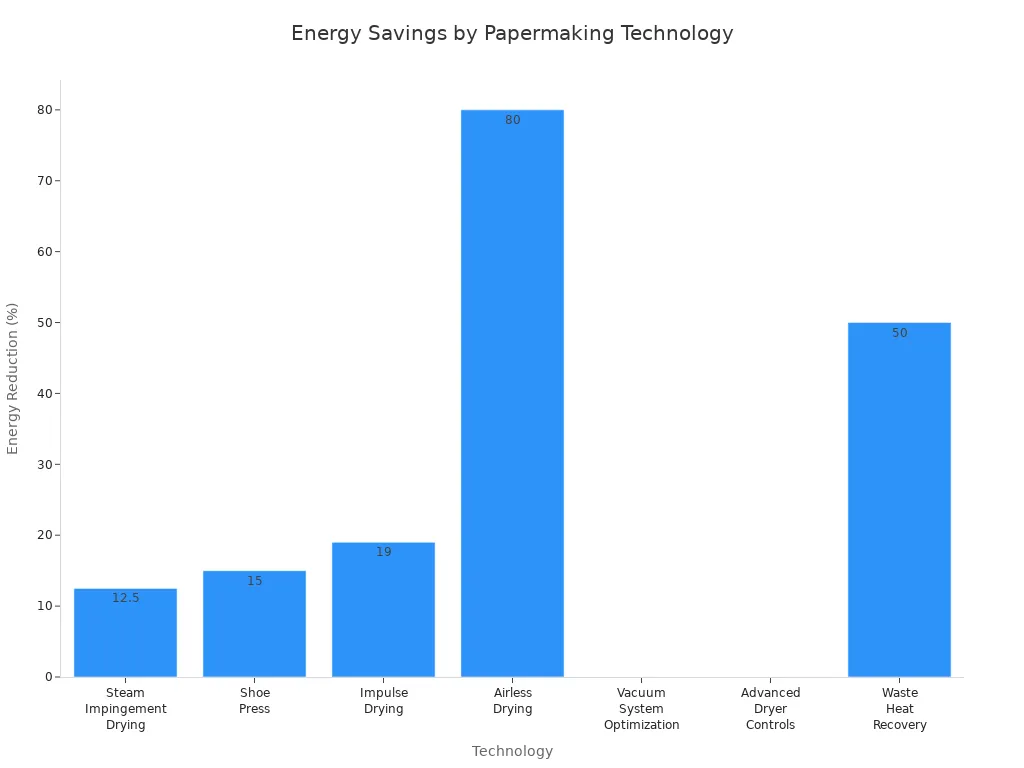
Sušenje udarnom parom |
Štedi 10-15% energije, poboljšava učinkovitost sušenja. |
Shoe (Extended Nip) Press |
Smanjuje potrošnju energije, poboljšava čvrstoću i kvalitetu papira. |
Impulsno sušenje |
Štedi 18-20% energije, povećava brzinu sušenja i suhoću papira. |
Sušenje bez zraka |
Ostvaruje smanjenje toplinske energije od 70-90%, povećava učinkovitost sušenja. |
Optimizacija vakuumskog sustava |
Štedi značajnu snagu, poboljšava učinkovitost odvodnjavanja. |
Napredne kontrole sušilice |
Poboljšava kontrolu procesa, poboljšava uniformnost papira. |
Oporaba otpadne topline od sušenja |
Smanjuje potrošnju energije do 50%, smanjuje troškove i utjecaj na okoliš. |
Proces proizvodnje papira koristi ove inovacije za isporuku čvrstog, ujednačenog papira uz podršku održivosti. Proces proizvodnje papira oslanja se na provjere kvalitete, upravljanje resursima i tehnologiju kako bi se odgovorilo na pitanje: kako se papir izrađuje od početka do kraja?
Ključni zahvati
Strojevi za izradu papira pretvaraju drvnu sječku i reciklirane materijale u glatke, čvrste listove pomoću preciznih koraka i naprednih kontrola.
Sirovine poput drvene pulpe, recikliranih vlakana i nedrvnih izvora pažljivo se pripremaju kako bi se osigurala kvaliteta i održivost.
Sekcija za oblikovanje oblikuje celulozu u jednolike listove pomoću strojeva kao što su Fourdrinier i cilindrični tipovi, od kojih je svaki prikladan za različite vrste papira.
Prešanjem i sušenjem učinkovito se uklanja voda, poboljšava čvrstoća papira i štedi energija s modernim tehnologijama.
Održivost je ključna, jer tvornice koriste ekološki prihvatljive kemikalije, recikliraju vodu, štede energiju i odgovorno upravljaju šumama.
Priprema sirovina
Proces proizvodnje celuloze i papira započinje pažljivom pripremom sirovina. Mlinovi koriste različite izvore za stvaranje papirne mase. Najčešće sirovine uključuju:
Drvna celuloza, koja dominira globalnom opskrbom i osigurava postojanu kvalitetu.
Reciklirani papir, koji je postao važniji kako se tvornice usredotočuju na održivost i poboljšanu tehnologiju recikliranja.
Nedrvna vlakna, poput bambusa, konoplje i poljoprivrednih ostataka, koja nude jedinstvene kvalitete i manji utjecaj na okoliš.
Reciklirana vlakna koja pomažu u smanjenju otpada i podržavaju ekološki prihvatljivu proizvodnju.
Skidanje kore i lomljenje
Prvi korak u pripremi sirovina uključuje pretvaranje cjepanica u male, jednolike komadiće. Mlinovi slijede točan slijed:
Radnici unose trupce u bubanj za skidanje kore. Bubanj prevrće trupce i prska ih vodenim mlazom kako bi uklonio koru. Ovaj korak sprječava kontaminaciju i štiti strojeve.
Čisti se trupci pomiču u stroj za usitnjavanje velike brzine. Sjekač koristi oštre, rotirajuće oštrice za rezanje cjepanica na male, jednake iverje.
Uniformna veličina čipa je neophodna. Osigurava učinkovito kuhanje i dosljedno odvajanje vlakana tijekom procesa izrade celuloze, što utječe na konačnu kvalitetu papirne mase.
Metode pulpiranja
Nakon usitnjavanja, tvornice koriste različite metode proizvodnje celuloze za odvajanje vlakana. Dvije glavne vrste su mehanička i kemijska obrada celuloze. Tablica u nastavku uspoređuje njihove ključne karakteristike:
Aspekt |
Mehanička obrada kaše |
Kemijska obrada celuloze |
Prinos |
Visoko (90-95%) |
Nisko (40-55%) |
Čvrstoća papira |
Niža čvrstoća |
Veća čvrstoća |
Svjetlina |
Niža svjetlina |
Veća svjetlina |
Životni vijek |
Ograničeni životni vijek (žuti) |
Veća dugovječnost |
Mehanička obrada celuloze zadržava većinu drvne mase, što rezultira visokim prinosom, ali nižom kvalitetom. Kemijska obrada celuloze uklanja lignin i nečistoće, proizvodeći jača, svjetlija i dugotrajnija vlakna. Kemijska proizvodnja celuloze čini više od 70% globalne proizvodnje celuloze, a mehanička proizvodnja celuloze uglavnom se koristi za proizvode poput novinskog papira. Tvornice odabiru postupak proizvodnje celuloze na temelju željene kvalitete papira i krajnje upotrebe.
Prerada celuloze
Pranje i izbjeljivanje
Pranje i izbjeljivanje igraju ključnu ulogu u procesu proizvodnje celuloze i papira. Mlinovi uklanjaju kontaminante iz papirne mase kako bi poboljšali svjetlinu i kvalitetu. Glavni kontaminanti uključuju adsorpcijske organske halogenide (AOX), dioksine, furane, smolne kiseline, klorirane lignine, fenolne spojeve i sintetske organske spojeve. Ove tvari često nastaju kao rezultat kemijskih reakcija tijekom proizvodnje celuloze i izbjeljivanja. Radnici koriste korake pranja kako bi eliminirali ove štetne materijale, što smanjuje ispuštanje u okoliš i poboljšava kvalitetu pulpe. Napredne tehnike izbjeljivanja, kao što je izbjeljivanje bez elementarnog klora (ECF) i izbjeljivanje potpuno bez klora (TCF), dodatno smanjuju štetne ostatke.
Uobičajena sredstva za izbjeljivanje uključuju klor, klor dioksid, vodikov peroksid i natrijev hidroksid. Klor reagira s ligninom kako bi ga solubilizirao, dok klor dioksid služi kao snažno oksidacijsko sredstvo u ECF izbjeljivanju. Vodikov peroksid posvjetljuje pulpu, a natrijev hidroksid pomaže u kuhanju i izbjeljivanju. Mlinovi također koriste manje uobičajene agense poput peroksioctene kiseline, kalijevog peroksimonosulfata i enzima poput ksilanaze. Zabrinutost za okoliš dovela je do smanjene upotrebe elementarnog klora, jer može stvarati dioksine.
Savjet: tvornice koje koriste izbjeljivanje bez klora i ekološki prihvatljive kemikalije pomažu u zaštiti okoliša i proizvode čišći papir visoke kvalitete.
Pročišćavanje i premlaćivanje
Pročišćavanje i tučenje mijenjaju strukturu vlakana papirne mase. Operatori koriste mehanički tretman za izazivanje unutarnje fibrilacije, što povećava bubrenje i fleksibilnost vlakana. Ovaj proces poboljšava spajanje vlakana i zgušnjavanje listova. Vanjska fibrilacija, stvaranje sitnih čestica, skraćivanje vlakana i ravnanje vlakana također se javljaju tijekom rafiniranja. Povećana dostupnost hemiceluloze na površinama vlakana poboljšava vezu između vlakana. Ove promjene rezultiraju gušćim limovima s većom vlačnom čvrstoćom i krutošću. Pročišćavanje također utječe na elektrokinetička svojstva i površinski naboj vlakana, što utječe na kvalitetu papira. Ukupni učinak je jači, čvršći i jednoličniji papir.
Dimenzioniranje i bojanje
Sredstva za ljepljenje i bojenje daju papiru njegova konačna svojstva. Mlinovi koriste prirodna i sintetička sredstva za klejenje, kao što su kolofonij, alkil keten dimer (AKD), alkenil sukcinski anhidrid (ASA), škrob i stiren akril. Sredstva za klejenje se dijele u dvije kategorije: unutarnja (dodana pulpi) i površinska (nanesena nakon formiranja lista). Ova sredstva povećavaju vodootpornost stvaranjem hidrofobnih barijera, smanjuju poroznost papira i sprječavaju prodiranje vode. Određivanje veličine također poboljšava mogućnost ispisa povećanjem upijanja tinte i smanjenjem curenja tinte. Mehanička svojstva kao što su vlačna čvrstoća, otpornost na trganje i sklopivost poboljšavaju se pravilnim dimenzioniranjem.
Sredstva za bojanje, uključujući pigmente i boje, daju željenu nijansu i svjetlinu. Izbor ljepila i sredstava za bojanje ovisi o namjeni papira. Na primjer, AKD je pogodan za pakiranje, kolofonij za specijalne papire, a škrob je uobičajen u papirima za tiskanje. Mlinovi odabiru agente kako bi osigurali da papir ispunjava specifične zahtjeve za čvrstoću, izgled i performanse.
Formiranje listova u stroju za izradu papira
Faza formiranja listova srce je stroj za izradu papira . Ova faza pretvara prerađenu celulozu u kontinuirane listove, postavljajući temelj za čvrstoću, glatkoću i ujednačenost konačnog papira. Proces oblikovanja oslanja se na preciznu kontrolu i napredni inženjering kako bi se osigurali rezultati visoke kvalitete.
Wet End i Headbox
Mokri kraj stroja za izradu papira priprema kašu pulpe za formiranje listova. Pretinac za glavu igra ključnu ulogu u ovom procesu. Pretvara protok pulpe iz cjevovoda u tanak, ravnomjeran mlaz koji se širi cijelom širinom tkanine za oblikovanje. Ovaj korak je neophodan za proizvodnju jednoličnih listova.
Suspenzija pulpe prvo ulazi u spremnik za prigušivanje pulsiranja, što smanjuje fluktuacije tlaka i osigurava stabilan protok.
Gnojnica se pomiče do kolektora visoke konzistencije (HC), ravnomjerno je raspoređujući po širini pretinca.
Glava niske konzistencije (LC) kontrolira konzistenciju pulpe.
Operateri koriste kontrolni ventil za razrjeđivanje za podešavanje dodavanja vode, precizno kontrolirajući koncentraciju vlakana.
Komora za miješanje temeljito miješa razrijeđenu pulpu za jednoličnu konzistenciju.
Distribucijska cijev ravnomjerno raspoređuje gnojnicu po širini pretinca.
Umirujuća komora smiruje protok, smanjujući turbulenciju.
Generator turbulencije ponovno uvodi kontroliranu turbulenciju kako bi vlakna ostala suspendirana i spriječila nakupljanje.
Pulpa izlazi kroz mlaznicu, ravnomjerno usmjeravajući kašu na žicu.
Podesive usne na mlaznici kontroliraju debljinu i brzinu gnojnice, fino podešavajući distribuciju.
Kaša se konačno taloži na pokretnu žicu, gdje je ravnomjerna raspodjela vlakana kritična za kvalitetu papira.
Naglavni spremnik osigurava da suspenzija pulpe odgovara brzini oblikovanja tkanine. Ova pažljiva kontrola sprječava nakupljanje vlakana i održava ravnomjernu debljinu preko lista. Operateri mogu prilagoditi usne za rezanje i ventile za razrjeđivanje kako bi fino podesili osnovnu težinu i raspodjelu vlakana, što izravno utječe na ujednačenost i čvrstoću gotovih ploča.
Napomena: Ujednačeno formiranje lista na mokrom kraju ključno je za proizvodnju visokokvalitetnog papira s dosljednim svojstvima.
Sekcija za oblikovanje i uklanjanje vode
U odjeljku za oblikovanje, kaša razrijeđene pulpe se izlijeva na pokretnu tkaninu za oblikovanje, također poznatu kao žica. Tkanina koja oblikuje djeluje kao propusna potpora, dopuštajući vodi da iscuri dok zadržava vlakna. Ovaj korak označava početak procesa oblikovanja, gdje se pulpa pretvara u kontinuiranu mrežu.
Mrežasta struktura oblikovane tkanine utječe na to kako se vlakna talože i poravnavaju. Gravitacijske i usisne kutije ispod žice pomažu u brzom uklanjanju vode. Kako se mreža pomiče naprijed, drenaža potpomognuta vakuumom dodatno smanjuje sadržaj vode. Proces oblikovanja u ovoj fazi osigurava da se vlakna ravnomjerno rasporede, sprječavajući nakupljanje i slaba mjesta na listovima.
Operateri koriste nekoliko metoda za uklanjanje vode iz pulpe tijekom formiranja lista:
Suspenzija pulpe počinje s vrlo niskim udjelom krutine, obično oko 0,2% težine.
Suspenzija se miješa kako bi se osigurala homogenost.
Vakuumska filtracija uklanja značajan dio vode, formirajući plahtu na tkanini.
Prethodno sušenje pod vakuumom i toplinom dodatno smanjuje vlagu.
List se zatim skida i ponovno suši kako bi se postigla željena suhoća.
Nakon dijela za oblikovanje, mreža još uvijek sadrži visok postotak vode, ali je mnogo suša od početne kaše. Proces oblikovanja u ovoj fazi postavlja temelje za strukturu i kvalitetu papira.
Fourdrinier i cilindrični strojevi
Dvije glavne vrste strojeva za izradu papira dominiraju industrijom: Fourdrinier i cilindrični strojevi. Svaka vrsta koristi drugačiji proces oblikovanja i proizvodi različite vrste papira.
Aspekt |
Fourdrinier stroj |
Cilindrični stroj |
Formiranje papira |
Pojedinačni jednolični sloj formiran na kontinuirano pokretnoj ravnoj žičanoj mreži. |
Višestruki slojevi formirani na rotirajućim cilindrima djelomično uronjenim u bačve za celulozu, zatim stisnuti zajedno. |
Ocjene papira |
Proizvodi glatkije, tanje papire idealne za ispis, pisanje i lagane tipove (40-120 gsm). |
Proizvodi deblje, višeslojne papire poput kartona, kartona i materijala za pakiranje (iznad 120 g/m²). |
Brzina rada |
Veće brzine, obično 1800-2000 metara u minuti. |
Manje brzine, obično 200-600 metara u minuti. |
Orijentacija vlakana |
Vlakna su uglavnom poravnata u strojnom smjeru, što je rezultiralo anizotropnom čvrstoćom (omjer 2:1 do 3:1). |
Vlakna su ravnomjernije raspoređena u svim smjerovima, pružajući uravnoteženu čvrstoću (omjer oko 1,5:1). |
Konzistencija pulpe |
Malo veći (0,8%-1,2%), pomaže u formiranju listova i drenaži. |
Niži (0,5%-1%), olakšava glatko nanošenje više slojeva. |
Održavanje |
Intenzivniji zbog složenosti i brojnih pokretnih dijelova. |
Jednostavnija mehanička struktura, zahtijeva rjeđe održavanje. |
Izlazne karakteristike |
Proizvodi jednolične, glatke, tanke listove pogodne za fini papir i ispis. |
Proizvodi deblje, jače višeslojne listove pogodne za pakiranje i posebne papire. |
Fourdrinierov stroj dominira modernim tržište strojeva za izradu papira , koje čini više od 60% instalacija diljem svijeta. Ovaj se stroj ističe u proizvodnji glatkih, tankih listova za ispis i pisanje. Cilindrični strojevi, iako manje uobičajeni, preferiraju se za deblje, višeslojne papire poput kartona i materijala za pakiranje. Obje vrste strojeva za proizvodnju papira oslanjaju se na preciznu kontrolu procesa oblikovanja kako bi se postigla željena svojstva papira.
Savjet: Izbor između Fourdrinier i cilindričnih strojeva ovisi o potrebnoj vrsti papira i krajnjoj upotrebi. Fourdrinier strojevi nude brzinu i ujednačenost, dok cilindrični strojevi pružaju snagu i debljinu za specijalne primjene.
Prešanje, sušenje i dorada
Pritisnite odjeljak
Dio za prešanje stroja za izradu papira uklanja vodu s mokre papirne trake primjenom mehaničkog pritiska. Valjci za prešu istiskuju mrežu, a upijajući filc za prešu pomaže pri izvlačenju vode kapilarnim djelovanjem. Napredne preše, kao što su preše za cipele, povećavaju vrijeme i pritisak, što poboljšava uklanjanje vode i štiti list papira. Nakon dijela za oblikovanje, papirna traka sadrži oko 60-70% vode. Dio za prešanje smanjuje ovu vlagu na oko 45-55%. Ovaj korak smanjuje energiju potrebnu za sušenje i poboljšava kvalitetu papira i učinkovitost proizvodnje.
Uobičajene vrste preša uključuju:
Spužvaste preše, koje koriste čistu spužvu za pojedinačne listove.
Jednostavne preše za šperploču, stegnute C-stezaljkama.
Hidrauličke preše, pomoću dizalica za deblje ili više listova.
Vakuumske stolne preše koje izvlače vodu usisavanjem.
Prilagođene preše iz drugih industrija, kao što su preše za knjige ili cvijeće.
Prijenosne učioničke preše i domaće preše za posebne potrebe.
Odjel za sušenje
Dio za sušenje uklanja većinu preostale vlage s papirne trake. Cilindri grijani parom suše tkaninu do željenog sadržaja vlage, što je važno za čvrstoću i stabilnost. Energetska učinkovitost u ovoj fazi proizlazi iz nekoliko strategija:
Sustavi za povrat topline hvataju otpadnu toplinu za prethodno zagrijavanje ulaznog zraka.
Dizajn nape za sušenje poboljšava recirkulaciju topline.
Pravilno održavanje zračnih filtara i kanala osigurava učinkovit protok zraka.
Napredni sustavi upravljanja koriste senzore za održavanje optimalne vlažnosti.
Inovacije u sušilici tkanina i upravljanju parom smanjuju potrošnju energije.
Suvremene tehnologije sušenja uključuju mikrovalno sušenje i napredne sustave sušenja tkiva, koji dodatno poboljšavaju učinkovitost i kvalitetu proizvoda.
Dimenzioniranje površine i kalandriranje
Dimenzioniranje površine i kalandriranje ključni su završni koraci. Dimenzioniranje površine priprema površinu papira, poboljšavajući svjetlinu, glatkoću i mogućnost ispisa. Kalendiranjem se sabija površina papira, smanjujući hrapavost i povećavajući sjaj. Ovaj proces mijenja strukturu vlakana, čineći površinu jednoličnijom i boljom za ispis. Oprema za kalandriranje uključuje strojnu završnu obradu, superkalandranu završnu obradu i tipove završne obrade na ploči, od kojih svaka nudi različite razine glatkoće i sjaja.
Namatanje i rezanje
Nakon dorade papir se namotava u velike jumbo role. Uređaji za premotavanje režu ove role na uže trake pomoću oštrica, a zatim ih namotavaju na nove jezgre. Proces koristi preciznu kontrolu napetosti i sustave za poravnanje mreže kako bi se spriječila oštećenja i osigurala dosljednost. Automatizirani sustavi mogu prilagoditi širinu role, gustoću i otkriti nedostatke. Konačni proizvod može se dalje rezati u listove ili manje role, spreman za pakiranje i otpremu.
Kontrola kvalitete i održivost u procesu proizvodnje papira
Provjere kvalitete u stvarnom vremenu
Moderne tvornice koriste napredne sustave za nadzor procesa proizvodnje papira i održavanje standarda visoke kvalitete papira. Sustav kontrole kvalitete (QCS) mjeri svojstva poput sadržaja vlage, glatkoće, hrapavosti i dvostranosti u stvarnom vremenu. Ovi digitalni alati trenutno prikupljaju i analiziraju podatke, omogućujući tehničarima da prilagode postavke i spriječe kvarove. Strojno učenje i umjetna inteligencija sada pomažu u predviđanju problema prije nego što se dogode, ali kvalificirani radnici i dalje nadziru proces. Mlinovi kombiniraju ove digitalne sustave s redovitim pregledima opreme kako bi osigurali da proces proizvodnje papira ostane pouzdan i učinkovit. Ovaj pristup smanjuje vrijeme zastoja i održava kvalitetu proizvoda dosljednom.
Kategorija parametra kvalitete |
Primjeri izmjerenih parametara |
Fizička svojstva |
Osnovna težina, debljina, boja |
Kemijska svojstva |
Sadržaj vlage, sadržaj pepela |
Površinska svojstva |
Glatkoća, hrapavost, sjaj, bjelina |
Strukturna svojstva |
Dvostranost |
Napomena: Svojstva površine poput hrapavosti i sjaja utječu na kvalitetu ispisa i izgleda papira. Sadržaj vlage također je kritičan za čvrstoću i stabilnost.
Praksa zaštite okoliša
Održivost vodi svaki korak u procesu proizvodnje papira. Mlinovi su zamijenili izbjeljivanje na bazi klora sigurnijim metodama kako bi izbjegli štetne kemikalije. Koriste reciklirana vlakna i alternativne izvore poput bambusa ili poljoprivrednog otpada kako bi zaštitili šume i smanjili potrošnju energije. Sustavi recikliranja vode i napredne tehnologije obrade pomažu mlinovima da koriste manje vode i održavaju je čistom. Mnogi objekti sada se oslanjaju na bioenergiju iz obnovljivih goriva, čime se smanjuje njihov ugljični otisak. Automatizacija i digitalne kontrole smanjuju otpad i štede energiju. Odgovorno nabava i gospodarenje šumama podržavaju biološku raznolikost i pošumljavanje. Poboljšanja opskrbnog lanca, poput nabave materijala bliže tvornici, dodatno smanjuju utjecaj proizvodnje papira na okoliš.
Uklonite izbjeljivanje na bazi klora
Koristite reciklirana vlakna i alternativne sirovine
Učinkovito reciklirajte i tretirajte vodu
Poboljšajte energetsku učinkovitost modernom opremom
Koristite obnovljivu bioenergiju
Prakticirajte odgovorno gospodarenje šumama
Optimizirajte opskrbne lance za manje emisije
Savjet: Odabir visokokvalitetnog papira proizvedenog održivim postupcima pomaže u zaštiti okoliša.
Pakiranje i otprema
Tvornice štite gotove proizvode od papira pažljivim načinima pakiranja i slanja. Koriste materijale poput folije s mjehurićima, pjene i čvrstih kutija kako bi spriječili oštećenje uslijed grubog rukovanja ili pomicanja tijekom transporta. Prilagođena rješenja za pakiranje odgovaraju veličini i težini svakog proizvoda, smanjujući prazan prostor i rizik od oštećenja. Materijali otporni na vlagu i brtve zaštićene od otvaranja dodaju dodatnu zaštitu. Mills testira ambalažu simulirajući padove i udarce, a zatim poboljšava dizajn na temelju povratnih informacija i podataka o izvedbi. Učinkovita logistika, kao što je korištenje željeznice umjesto kamiona ili planiranje ruta isporuke pomoću umjetne inteligencije, pomaže u smanjenju emisija i podržava održivost. Ovi koraci osiguravaju da papir visoke kvalitete stigne sigurno i uz minimalan utjecaj na okoliš.
Proces proizvodnje papira pretvara sirovine u gotov papir kroz niz koraka: pripremu, izradu papira, pranje, izbjeljivanje, formiranje listova, prešanje, sušenje i doradu. Strojevi kao što su Fourdrinier i strojevi s cilindrima osiguravaju učinkovitost i dosljednu kvalitetu. Sustavi kontrole kvalitete prate svaku fazu, dok prakse održivosti smanjuju otpad i potrošnju energije. Proces proizvodnje papira oslanja se na naprednu tehnologiju i upravljanje okolišem. Ukratko, način izrade papira uključuje preciznu kontrolu, modernu opremu i snažnu predanost kvaliteti i održivosti.
FAQ
Što je stroj za izradu papira?
Stroj za izradu papira pretvara celulozu u kontinuirane listove papira. Koristi napredne kontrole za upravljanje svakim korakom, od oblikovanja lista do sušenja i završne obrade. Ovaj stroj osigurava visokokvalitetan, ujednačen papir za mnoge namjene.
Kako se stroj za izradu papira razlikuje od stroja za izradu papirnatih vrećica?
Stroj za izradu papira stvara velike role ili listove papira. Stroj za izradu papirnatih vrećica koristi te listove za rezanje, savijanje i lijepljenje papira u vrećice. Svaki stroj ima jedinstvenu ulogu u industriji proizvoda od papira.
Može li stroj za izradu papira proizvoditi papir za šalice i vrećice?
Da. Stroj za izradu papira može proizvoditi osnovni papir za strojeve za izradu papirnatih čaša i strojeve za izradu papirnatih vrećica. Stroj prilagođava debljinu, čvrstoću i površinsku obradu kako bi zadovoljio potrebe svakog proizvoda.
Kakvo održavanje zahtijeva stroj za izradu papira?
Operateri moraju redovito čistiti, pregledavati i podmazivati stroj za izradu papira. Provjeravaju ima li istrošenih dijelova i po potrebi ih mijenjaju. Pravilno održavanje omogućuje nesmetan rad stroja i produljuje mu vijek trajanja.
Jesu li strojevi za izradu papira ekološki prihvatljivi?
Moderni strojevi za izradu papira koriste reciklirana vlakna, štede energiju i recikliraju vodu. Mnogi mlinovi koriste ekološki prihvatljive kemikalije i obnovljivu energiju. Ovi koraci pomažu smanjiti utjecaj proizvodnje papira na okoliš.