En pappersmaskin förvandlar träflis och återvunnet material till släta ark av hög kvalitet genom en noggrant kontrollerad papperstillverkningsprocess. Moderna maskiner använder avancerade kontroller för att övervaka varje steg, vilket ökar effektiviteten och säkerställer konsekventa resultat.
Hållbarhet är fortfarande ett centralt fokus, med bruk som återvinner vatten och minskar energianvändningen.
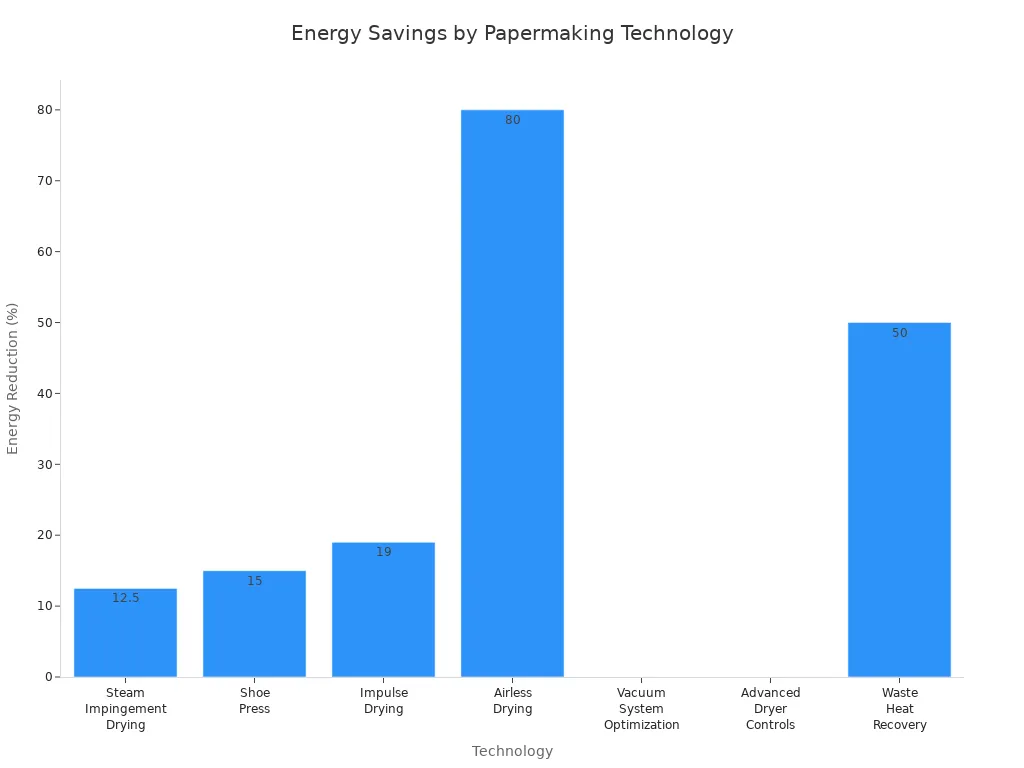
Teknik eller mått |
Effektivitet och kvalitetsförbättringar |
Torkning med ånga |
Sparar 10-15 % energi, förbättrar torkningseffektiviteten. |
Sko (Extended Nyp) Press |
Minskar energianvändningen, förbättrar pappersstyrkan och kvaliteten. |
Impulstorkning |
Sparar 18-20 % energi, ökar torkhastigheten och papperstorrheten. |
Luftlös torkning |
Uppnår 70-90 % termisk energireduktion, förbättrar torkningseffektiviteten. |
Vakuumsystemoptimering |
Sparar betydande kraft, förbättrar avvattningseffektiviteten. |
Avancerade torktumlare |
Förbättrar processkontrollen, förbättrar papperslikheten. |
Spillvärmeåtervinning från torkning |
Minskar energianvändningen med upp till 50 %, sänker kostnader och miljöpåverkan. |
Pappersframställningsprocessen använder dessa innovationer för att leverera starkt, enhetligt papper samtidigt som det stödjer hållbarhet. Papperstillverkningsprocessen är beroende av kvalitetskontroller, resurshantering och teknik för att svara på frågan: hur tillverkas papper från början till slut?
Nyckel takeaways
Pappersmaskiner förvandlar träflis och återvunnet material till släta, starka ark genom exakta steg och avancerade kontroller.
Råvaror som trämassa, återvunna fibrer och icke-vedskällor är noggrant beredda för att säkerställa kvalitet och hållbarhet.
Formningssektionen formar massan till enhetliga ark med maskiner som Fourdrinier och cylindertyper, var och en lämpad för olika papperskvaliteter.
Pressning och torkning tar bort vatten effektivt, förbättrar pappersstyrkan och sparar energi med modern teknik.
Hållbarhet är nyckeln, med bruk som använder miljövänliga kemikalier, återvinner vatten, sparar energi och sköter skogarna på ett ansvarsfullt sätt.
Råmaterialberedning
Massa- och pappersprocessen börjar med noggrann råmaterialberedning. Mills använder en mängd olika källor för att skapa pappersmassa. De vanligaste råvarorna inkluderar:
Trämassa, som dominerar det globala utbudet och säkerställer jämn kvalitet.
Återvunnet papper, vilket har blivit viktigare i takt med att bruken fokuserar på hållbarhet och förbättrad återvinningsteknik.
Icke-träfibrer, såsom bambu, hampa och jordbruksrester, som erbjuder unika egenskaper och lägre miljöpåverkan.
Återvunna fibrer, som hjälper till att minska avfall och stödjer miljövänlig produktion.
Barkning och flisning
Det första steget i råvaruberedningen innebär att förvandla stockar till små, enhetliga flis. Mills följer en exakt sekvens:
Arbetare matar stockar i en barkningstrumma. Trumman tumlar stockarna och sprutar dem med vattenstrålar för att ta bort barken. Detta steg förhindrar kontaminering och skyddar maskiner.
Rena stockar flyttas till en höghastighetsflismaskin. Flismaskinen använder vassa, roterande blad för att kapa stockarna till små, jämna flis.
Enhetlig chipstorlek är avgörande. Det säkerställer effektiv tillagning och konsekvent fiberseparation under massaprocessen, vilket påverkar den slutliga kvaliteten på pappersmassan.
Massametoder
Efter flisning använder kvarnarna olika massatillverkningsmetoder för att separera fibrer. De två huvudtyperna är mekanisk och kemisk massaframställning. Tabellen nedan jämför deras nyckelfunktioner:
Aspekt |
Mekanisk massaning |
Kemisk massaning |
Avkastning |
Hög (90–95 %) |
Låg (40–55 %) |
Pappersstyrka |
Lägre styrka |
Högre styrka |
Ljusstyrka |
Lägre ljusstyrka |
Högre ljusstyrka |
Livslängd |
Begränsad livslängd (gulning) |
Större livslängd |
Mekanisk massabearbetning behåller det mesta av vedmassan, vilket resulterar i högt utbyte men lägre kvalitet. Kemisk massa tar bort lignin och föroreningar, vilket ger starkare, ljusare och mer hållbara fibrer. Kemisk massatillverkning står för över 70 % av den globala massaproduktionen, med mekanisk massaframställning som främst används för produkter som tidningspapper. Bruken väljer massaprocessen utifrån önskad papperskvalitet och slutanvändning.
Bearbetning av massa
Tvätt och blekning
Tvätt och blekning spelar en avgörande roll i massa- och pappersprocessen. Mills tar bort föroreningar från pappersmassa för att förbättra ljushet och kvalitet. De huvudsakliga föroreningarna inkluderar adsorberbara organiska halogenider (AOX), dioxiner, furaner, hartssyror, klorerade ligniner, fenolföreningar och syntetiska organiska föreningar. Dessa ämnen är ofta ett resultat av kemiska reaktioner under massaframställning och blekning. Arbetare använder tvättsteg för att eliminera dessa skadliga material, vilket minskar miljöutsläpp och förbättrar massakvaliteten. Avancerade blekningstekniker, såsom elementärt klorfri (ECF) och helt klorfri (TCF) blekning, minskar ytterligare skadliga rester.
Vanliga blekmedel inkluderar klor, klordioxid, väteperoxid och natriumhydroxid. Klor reagerar med lignin för att solubilisera det, medan klordioxid fungerar som ett kraftfullt oxidationsmedel vid ECF-blekning. Väteperoxid gör massan ljusare, och natriumhydroxid hjälper till både vid matlagning och blekning. Mills använder också mindre vanliga medel som peroxiättiksyra, kaliumperoximonosulfat och enzymer som xylanas. Miljöhänsyn har lett till minskad användning av elementärt klor, eftersom det kan bilda dioxiner.
Tips: Bruk som använder klorfri blekning och miljövänliga kemikalier hjälper till att skydda miljön och producerar renare papper av hög kvalitet.
Förfining och slå
Raffinering och malning förändrar strukturen hos pappersmassafibrer. Operatörer använder mekanisk behandling för att framkalla inre flimmer, vilket ökar fibersvällningen och flexibiliteten. Denna process förbättrar fiberbindning och arkförtätning. Externt flimmer, finkornsbildning, fiberförkortning och fiberuträtning förekommer också under raffinering. Den ökade tillgängligheten av hemicellulosa på fiberytor förbättrar fiber-till-fiberbindning. Dessa förändringar resulterar i tätare plåtar med högre draghållfasthet och styvhet. Raffinering påverkar också fibrernas elektrokinetiska egenskaper och ytladdningar, vilket påverkar papperskvaliteten. Den övergripande effekten är starkare, styvare och mer enhetligt papper.
Storlek och färg
Limnings- och färgämnen ger papper dess slutliga egenskaper. Mills använder både naturliga och syntetiska limningsmedel, såsom kolofonium, alkylketendimer (AKD), alkenylbärnstenssyraanhydrid (ASA), stärkelse och styrenakryl. Limningsmedel delas in i två kategorier: inre (tillsatta massan) och yta (applicerade efter arkbildning). Dessa medel ökar vattenresistensen genom att skapa hydrofoba barriärer, minska pappersporositeten och förhindra vatteninträngning. Dimensionering förbättrar också tryckbarheten genom att förbättra bläckabsorptionen och minska bläckblödningen. Mekaniska egenskaper som draghållfasthet, rivhållfasthet och vikbarhet förbättras med rätt dimensionering.
Färgämnen, inklusive pigment och färgämnen, ger önskad nyans och ljusstyrka. Valet av limning och färgämnen beror på den avsedda användningen av papperet. Till exempel passar AKD förpackningar, kolofonium fungerar för specialpapper och stärkelse är vanligt i tryckpapper. Mills väljer agenter för att säkerställa att papperet uppfyller specifika krav på styrka, utseende och prestanda.
Arkbildning i pappersmaskin
Arkbildningsstadiet är hjärtat av papperstillverkningsmaskin . Detta steg omvandlar den bearbetade massan till kontinuerliga ark, vilket lägger grunden för det slutliga papperets styrka, jämnhet och enhetlighet. Formningsprocessen bygger på exakt kontroll och avancerad ingenjörskonst för att säkerställa resultat av hög kvalitet.
Wet End och Headbox
Den våta änden av en pappersmaskin förbereder massauppslamningen för arkbildning. Inloppslådan spelar en avgörande roll i denna process. Det omvandlar massaflödet från rörledningen till en tunn, jämn stråle som sprider sig över hela bredden av formningsväven. Detta steg är viktigt för att producera enhetliga ark.
Massaslammet går först in i en pulsationsdämpande tank, vilket minskar tryckfluktuationer och säkerställer ett stabilt flöde.
Uppslamningen flyttas till högkonsistens (HC) samlingsröret och fördelar det jämnt över inloppslådans bredd.
Lågkonsistens (LC) samlingsröret styr massans konsistens.
Operatörer använder en utspädningskontrollventil för att justera vattentillsatsen, vilket exakt kontrollerar fiberkoncentrationen.
Blandningskammaren blandar den utspädda massan noggrant för enhetlig konsistens.
Fördelningsröret sprider slurryn jämnt över inloppslådans bredd.
Stilla kammaren lugnar flödet och minskar turbulensen.
En turbulensgenerator återinför kontrollerad turbulens för att hålla fibrerna suspenderade och förhindra klumpar.
Massan kommer ut genom ett munstycke och riktar slurryn jämnt på viran.
Justerbara läppar vid munstycket styr slurryns tjocklek och hastighet, finjusterar fördelningen.
Uppslamningen avsätts slutligen på den rörliga trådsektionen, där jämn fiberfördelning är avgörande för papperskvaliteten.
Inloppslådan säkerställer att massauppslamningen matchar hastigheten på formningsväven. Denna noggranna kontroll förhindrar fiberklumpning och bibehåller jämn tjocklek över arket. Operatörer kan justera skivans läppar och utspädningsventiler för att finjustera ytvikten och fiberfördelningen, vilket direkt påverkar enhetligheten och styrkan hos de färdiga arken.
Obs: Enhetlig arkbildning i den våta änden är avgörande för att producera högkvalitativt papper med jämna egenskaper.
Formningssektion och vattenborttagning
I formningssektionen hälls den utspädda massauppslamningen på en rörlig formningsväv, även känd som viran. Formningstyget fungerar som ett genomträngligt stöd, vilket tillåter vatten att rinna av samtidigt som fibrerna hålls kvar. Detta steg markerar början på formningsprocessen, där massan förvandlas till en kontinuerlig bana.
Formningstygets nätstruktur påverkar hur fibrerna sätter sig och riktar sig. Tyngdkrafts- och suglådor under tråden hjälper till att snabbt avlägsna vatten. När banan rör sig framåt reducerar vakuumassisterad dränering ytterligare vatteninnehållet. Formningsprocessen i detta skede säkerställer att fibrerna fördelar sig jämnt, vilket förhindrar klumpar och svaga punkter i arken.
Operatörer använder flera metoder för att avlägsna vatten från massan under arkbildning:
Massasuspensionen börjar med en mycket låg fasthalt, vanligtvis omkring 0,2 viktprocent.
Suspensionen omrörs för att säkerställa homogenitet.
Vakuumfiltrering tar bort en betydande del av vattnet och bildar arket på tyget.
Förtorkning under vakuum och värme minskar ytterligare fukt.
Arket skalas sedan av och torkas igen för att nå önskad torrhet.
Efter formningssektionen innehåller banan fortfarande en hög procentandel vatten, men den är mycket torrare än den ursprungliga uppslamningen. Formningsprocessen i detta skede lägger grunden för papperets struktur och kvalitet.
Fourdrinier och Cylinder Machines
Två huvudtyper av pappersmaskiner dominerar industrin: Fourdrinier- och cylindermaskiner. Varje typ använder en annan formningsprocess och producerar olika papperskvaliteter.
Aspekt |
Fourdrinier maskin |
Cylindermaskin |
Pappersbildning |
Enkelt enhetligt lager bildat på ett kontinuerligt rörligt platt trådnät. |
Flera lager bildade på roterande cylindrar delvis nedsänkta i massatankar och sedan pressade samman. |
Pappersbetyg |
Producerar jämnare, tunnare papper idealiskt för utskrift, skrivning och lättviktskvaliteter (40-120 g/m2). |
Producerar tjockare flerskiktspapper som kartong, linerboard och förpackningsmaterial (över 120 g/m2). |
Drifthastighet |
Högre hastigheter, vanligtvis 1800-2000 meter per minut. |
Långsammare hastigheter, vanligtvis 200-600 meter per minut. |
Fiberorientering |
Fibrer riktade huvudsakligen i maskinriktningen, vilket resulterar i anisotrop hållfasthet (förhållande 2:1 till 3:1). |
Fibrerna fördelas jämnare över riktningarna, vilket ger balanserad styrka (förhållande runt 1,5:1). |
Massakonsistens |
Något högre (0,8%-1,2%), underlättar arkbildning och dränering. |
Lägre (0,5%-1%), underlättar smidig skiktning av flera lager. |
Underhåll |
Mer intensiv på grund av komplexitet och många rörliga delar. |
Enklare mekanisk struktur som kräver mindre frekvent underhåll. |
Utgångsegenskaper |
Ger enhetliga, släta, tunna ark lämpliga för finpapper och tryck. |
Ger tjockare, starkare flerskiktsark lämpliga för förpackningar och specialpapper. |
Fourdrinier-maskinen dominerar det moderna marknaden för papperstillverkningsmaskiner , som står för mer än 60 % av installationerna över hela världen. Denna maskin utmärker sig för att producera släta, tunna ark för utskrift och skrivning. Cylindermaskiner, även om de är mindre vanliga, är att föredra för tjockare flerskiktspapper som kartong och förpackningsmaterial. Båda typerna av pappersmaskiner förlitar sig på exakt kontroll av formningsprocessen för att uppnå de önskade pappersegenskaperna.
Tips: Valet mellan Fourdrinier- och cylindermaskiner beror på önskad papperskvalitet och slutanvändning. Fourdrinier-maskiner erbjuder hastighet och enhetlighet, medan cylindermaskiner ger styrka och tjocklek för specialtillämpningar.
Pressning, torkning och efterbehandling
Tryck på Sektion
Pressdelen av en pappersmaskin tar bort vatten från den våta pappersbanan genom att applicera mekaniskt tryck. Pressrullar klämmer ihop banan och absorberande pressfiltar hjälper till att dra ut vatten genom kapillärverkan. Avancerade pressar, som skopressar, ökar tiden och trycket som appliceras, vilket förbättrar vattenavlägsnandet och skyddar pappersarket. Efter formningssektionen innehåller pappersbanan ca 60-70% vatten. Pressdelen minskar denna fukt till cirka 45-55%. Detta steg sänker energin som behövs för torkning och förbättrar både papperskvalitet och produktionseffektivitet.
Vanliga typer av pressar inkluderar:
Svamppressar, som använder en ren svamp för enskilda ark.
Enkla plywoodpressar, åtdragna med C-klämmor.
Hydrauliska pressar som använder domkrafter för tjockare eller flera ark.
Vakuumbordspressar, som suger ut vatten med hjälp av sug.
Anpassade pressar från andra branscher, som bok- eller blomsterpressar.
Bärbara klassrumspressar och hemgjorda pressar för specifika behov.
Torkningssektion
Torkdelen tar bort det mesta av den återstående fukten från pappersbanan. Ånguppvärmda cylindrar torkar banan till önskad fukthalt, vilket är viktigt för styrka och stabilitet. Energieffektivitet i detta skede kommer från flera strategier:
Värmeåtervinningssystem fångar upp spillvärme för att förvärma inkommande luft.
Designen på torkhuven förbättrar värmeåtercirkulationen.
Korrekt underhåll av luftfilter och kanaler säkerställer ett effektivt luftflöde.
Avancerade styrsystem använder sensorer för att upprätthålla optimal luftfuktighet.
Innovationer inom torkartyger och ånghantering minskar energianvändningen.
Modern torkteknik inkluderar mikrovågstorkning och avancerade mjukpappstorksystem, som ytterligare förbättrar effektiviteten och produktkvaliteten.
Ytstorlek och kalandrering
Ytstorlek och kalandrering är viktiga efterbehandlingssteg. Ytstorlek förbereder pappersytan, vilket förbättrar ljusstyrkan, jämnheten och tryckbarheten. Kalandrering komprimerar pappersytan, minskar grovheten och ökar glansen. Denna process förändrar fiberstrukturen, vilket gör ytan mer enhetlig och bättre för utskrift. Kalandreringsutrustning inkluderar maskinfinish, superkalandrerad finish och pläteringsfinishtyper, som var och en erbjuder olika nivåer av jämnhet och glans.
Lindning och kapning
Efter avslutning lindas papperet till stora jumborullar. Slitter rewinders skär dessa rullar i smalare remsor med hjälp av blad och linda dem sedan tillbaka på nya kärnor. Processen använder exakt spänningskontroll och baninriktningssystem för att förhindra skador och säkerställa konsekvens. Automatiserade system kan justera rullens bredd, densitet och upptäcka defekter. Slutprodukten kan skäras ytterligare i ark eller mindre rullar, redo för förpackning och frakt.
Kvalitetskontroll och hållbarhet i papperstillverkningsprocessen
Kvalitetskontroller i realtid
Moderna bruk använder avancerade system för att övervaka papperstillverkningsprocessen och upprätthålla pappersstandarder av hög kvalitet. Ett kvalitetskontrollsystem (QCS) mäter egenskaper som fukthalt, jämnhet, grovhet och dubbelsidighet i realtid. Dessa digitala verktyg samlar in och analyserar data omedelbart, vilket gör att tekniker kan justera inställningar och förhindra defekter. Maskininlärning och artificiell intelligens hjälper nu till att förutsäga problem innan de inträffar, men skickliga arbetare övervakar fortfarande processen. Bruk kombinerar dessa digitala system med regelbundna inspektioner av utrustningen för att säkerställa att papperstillverkningsprocessen förblir pålitlig och effektiv. Detta tillvägagångssätt minskar stilleståndstiden och håller produktkvaliteten konsekvent.
Kvalitetsparameterkategori |
Exempel på uppmätta parametrar |
Fysiska egenskaper |
Ytvikt, tjocklek, färg |
Kemiska egenskaper |
Fukthalt, askhalt |
Ytegenskaper |
Jämnhet, strävhet, glans, vithet |
Strukturella egenskaper |
Tvåsidighet |
Obs! Ytegenskaper som grovhet och glans påverkar hur bra papper skrivs ut och ser ut. Fukthalten är också avgörande för styrka och stabilitet.
Miljöpraxis
Hållbarhet vägleder varje steg i papperstillverkningsprocessen. Bruk har ersatt klorbaserad blekning med säkrare metoder för att undvika skadliga kemikalier. De använder återvunna fibrer och alternativa källor som bambu eller jordbruksavfall för att skydda skogarna och minska energianvändningen. Vattenåtervinningssystem och avancerad behandlingsteknik hjälper kvarnar att använda mindre vatten och hålla det rent. Många anläggningar är nu beroende av bioenergi från förnybara bränslen, vilket minskar deras koldioxidavtryck. Automation och digitala kontroller minskar avfallet och sparar energi. Ansvarsfulla inköp och skogsförvaltning stödjer biologisk mångfald och återplantering av skog. Förbättringar i försörjningskedjan, som att anskaffa material närmare bruket, minskar ytterligare miljöpåverkan från papperstillverkning.
Eliminera klorbaserad blekning
Använd återvunna fibrer och alternativa råvaror
Återvinn och behandla vatten effektivt
Förbättra energieffektiviteten med modern utrustning
Använd förnybar bioenergi
Utöva ansvarsfull skogsvård
Optimera leveranskedjorna för lägre utsläpp
Tips: Att välja högkvalitativt papper tillverkat med hållbara metoder hjälper till att skydda miljön.
Förpackning och frakt
Bruk skyddar färdiga pappersprodukter med noggranna förpackningar och fraktmetoder. De använder material som bubbelplast, skum och robusta lådor för att förhindra skador från grov hantering eller rörelse under transport. Anpassade förpackningslösningar passar varje produkts storlek och vikt, vilket minskar tomrum och risk för skada. Fuktbeständiga material och manipuleringssäkra tätningar ger extra skydd. Mills testar förpackningar genom att simulera fall och stötar och förbättrar sedan design baserat på feedback och prestandadata. Effektiv logistik, som att använda järnväg istället för lastbilar eller planera leveransrutter med AI, hjälper till att minska utsläppen och stöder hållbarhet. Dessa steg säkerställer att högkvalitativt papper kommer fram säkert och med minimal miljöpåverkan.
Pappersframställningsprocessen omvandlar råmaterial till färdigt papper genom en rad steg: förberedelse, massatillverkning, tvättning, blekning, arkformning, pressning, torkning och efterbehandling. Maskiner som Fourdrinier och cylindermaskiner säkerställer effektivitet och jämn kvalitet. Kvalitetskontrollsystem övervakar varje steg, medan hållbarhetsmetoder minskar avfall och energianvändning. Papperstillverkningsprocessen bygger på avancerad teknik och miljöledning. Sammanfattningsvis innebär hur papper tillverkas exakt kontroll, modern utrustning och ett starkt engagemang för kvalitet och hållbarhet.
FAQ
Vad är en pappersmaskin?
En pappersmaskin förvandlar massa till kontinuerliga pappersark. Den använder avancerade kontroller för att hantera varje steg, från formning av arket till torkning och efterbehandling. Denna maskin säkerställer högkvalitativt, enhetligt papper för många användningsområden.
Hur skiljer sig en pappersmaskin från en papperspåsmaskin?
En pappersmaskin skapar stora rullar eller pappersark. En maskin för tillverkning av papperspåsar använder dessa ark för att skära, vika och limma papper i påsar. Varje maskin fyller en unik roll i pappersproduktindustrin.
Kan en pappersmaskin tillverka papper för muggar och påsar?
Ja. En pappersmaskin kan producera baspapper för både maskiner för tillverkning av pappersmuggar och maskiner för tillverkning av papperspåsar. Maskinen justerar tjocklek, styrka och ytfinish för att möta behoven för varje produkt.
Vilket underhåll kräver en pappersmaskin?
Operatörer måste rengöra, inspektera och smörja pappersmaskinen regelbundet. De letar efter slitna delar och byter ut dem vid behov. Korrekt underhåll håller maskinen igång smidigt och förlänger dess livslängd.
Är pappersmaskiner miljövänliga?
Moderna pappersmaskiner använder återvunna fibrer, sparar energi och återvinner vatten. Många bruk använder miljövänliga kemikalier och förnybar energi. Dessa steg hjälper till att minska miljöpåverkan från pappersproduktion.