Bir kağıt yapma makinesi, dikkatlice kontrol edilen bir kağıt üretim süreci yoluyla ağaç talaşlarını ve geri dönüştürülmüş malzemeleri pürüzsüz, yüksek kaliteli kağıtlara dönüştürür. Modern makineler, her adımı izlemek, verimliliği artırmak ve tutarlı sonuçlar sağlamak için gelişmiş kontroller kullanır.
Değirmenlerin suyu geri dönüştürmesi ve enerji kullanımını azaltması nedeniyle sürdürülebilirlik temel odak noktası olmaya devam ediyor.
Teknoloji veya Ölçü |
Verimlilik ve Kalite İyileştirmeleri |
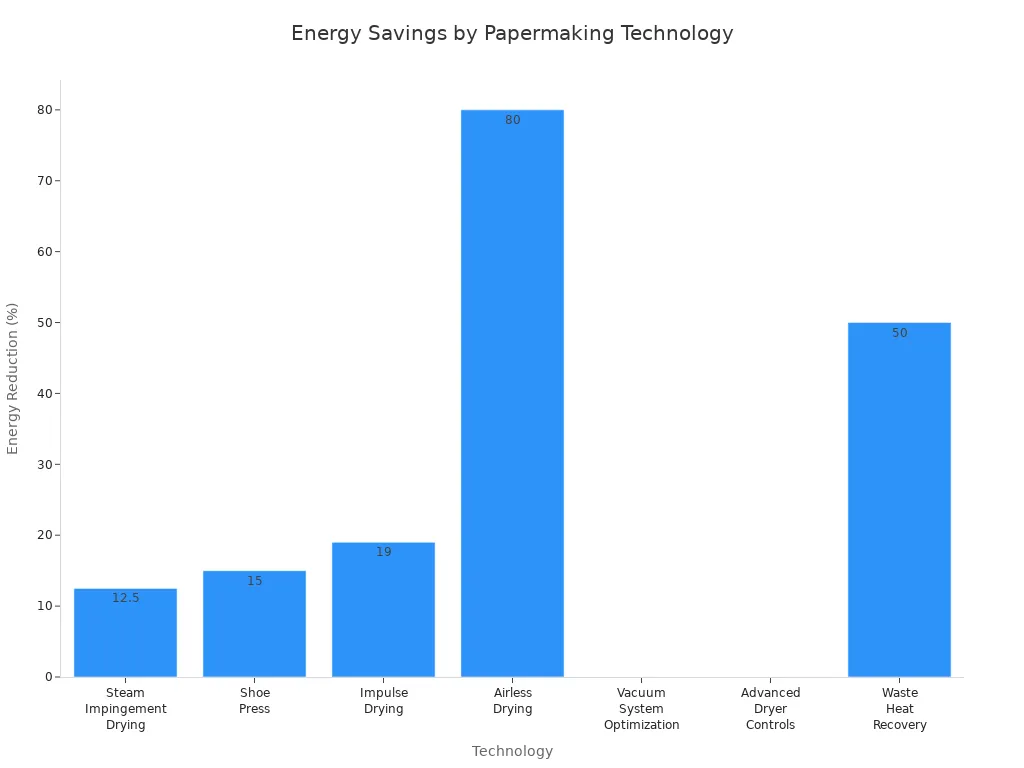
Buhar Çarpmalı Kurutma |
%10-15 enerji tasarrufu sağlar, kurutma verimliliğini artırır. |
Pabuç (Genişletilmiş Nip) Presi |
Enerji kullanımını azaltır, kağıt gücünü ve kalitesini artırır. |
Darbe Kurutma |
%18-20 enerji tasarrufu sağlar, kuruma oranlarını ve kağıt kuruluğunu artırır. |
Havasız Kurutma |
%70-90 termal enerji tasarrufu sağlar, kurutma verimliliğini artırır. |
Vakum Sistemi Optimizasyonu |
Önemli ölçüde güç tasarrufu sağlar, susuzlaştırma verimliliğini artırır. |
Gelişmiş Kurutucu Kontrolleri |
Proses kontrolünü iyileştirir, kağıt tekdüzeliğini artırır. |
Kurutma İşleminden Atık Isı Geri Kazanımı |
Enerji kullanımını %50'ye kadar azaltır, maliyetleri ve çevresel etkiyi azaltır. |
Kağıt yapım süreci, sürdürülebilirliği desteklerken aynı zamanda güçlü, tekdüze kağıt sunmak için bu yenilikleri kullanır. Kağıt üretim süreci şu soruyu yanıtlamak için kalite kontrollerine, kaynak yönetimine ve teknolojiye dayanır: Kağıt baştan sona nasıl yapılır?
Temel Çıkarımlar
Kağıt yapım makineleri, hassas adımlar ve gelişmiş kontrollerle ağaç talaşlarını ve geri dönüştürülmüş malzemeleri pürüzsüz, güçlü tabakalara dönüştürür.
Odun hamuru, geri dönüştürülmüş lifler ve odun dışı kaynaklar gibi ham maddeler, kalite ve sürdürülebilirliği sağlamak için özenle hazırlanmaktadır.
Şekillendirme bölümü, her biri farklı kağıt kaliteleri için uygun olan Fourdrinier ve silindir tipleri gibi makineler kullanılarak hamuru tekdüze tabakalar halinde şekillendirir.
Presleme ve kurutma, suyu verimli bir şekilde uzaklaştırır, kağıdın gücünü artırır ve modern teknolojilerle enerji tasarrufu sağlar.
Çevre dostu kimyasallar kullanan, suyu geri dönüştüren, enerji tasarrufu sağlayan ve ormanları sorumlu bir şekilde yöneten fabrikalarda sürdürülebilirlik çok önemlidir.
Hammadde Hazırlama
Kağıt hamuru ve kağıt süreci dikkatli hammadde hazırlığıyla başlar. Değirmenler kağıt hamuru oluşturmak için çeşitli kaynaklar kullanır. En yaygın hammaddeler şunları içerir:
Küresel arza hakim olan ve tutarlı kalite sağlayan odun hamuru.
Fabrikalar sürdürülebilirliğe ve gelişmiş geri dönüşüm teknolojisine odaklandıkça daha da önemli hale gelen geri dönüştürülmüş kağıt.
Bambu, kenevir ve tarım artıkları gibi odun dışı lifler benzersiz nitelikler sunar ve çevresel etkiyi azaltır.
Atığı azaltmaya yardımcı olan ve çevre dostu üretimi destekleyen geri dönüştürülmüş elyaflar.
Kabuk soyma ve yontma
Hammadde hazırlamanın ilk adımı, kütüklerin küçük, tek biçimli talaşlara dönüştürülmesini içerir. Değirmenler kesin bir sıra izler:
İşçiler kütükleri kabuk soyma tamburuna besliyor. Tambur kütükleri yuvarlar ve kabuğu çıkarmak için üzerlerine su jetleri püskürtür. Bu adım kirlenmeyi önler ve makineleri korur.
Temiz kütükler yüksek hızlı bir parçalayıcıya taşınır. Öğütücü, kütükleri küçük, eşit talaşlar halinde kesmek için keskin, dönen bıçaklar kullanır.
Tek tip talaş boyutu önemlidir. Kağıt hamurunun nihai kalitesini etkileyen hamurlaştırma işlemi sırasında verimli pişirme ve tutarlı lif ayrımı sağlar.
Kağıt Hamuru Üretim Yöntemleri
Değirmenler öğütme işleminden sonra lifleri ayırmak için farklı hamurlaştırma yöntemleri kullanır. İki ana tip mekanik ve kimyasal hamurlaştırmadır. Aşağıdaki tablo bunların temel özelliklerini karşılaştırmaktadır:
Bakış açısı |
Mekanik Kağıt Hamuru Üretimi |
Kimyasal Kağıt Hamuru Üretimi |
Teslim olmak |
Yüksek (%90-95) |
Düşük (%40-55) |
Kağıt Gücü |
Daha düşük güç |
Daha yüksek güç |
Parlaklık |
Daha düşük parlaklık |
Daha yüksek parlaklık |
Ömür |
Sınırlı kullanım ömrü (sararma) |
Daha uzun ömür |
Mekanik hamurlaştırma odun kütlesinin çoğunu korur, bu da yüksek verim ancak daha düşük kalite ile sonuçlanır. Kimyasal hamurlaştırma, lignini ve safsızlıkları gidererek daha güçlü, daha parlak ve daha uzun ömürlü lifler üretir. Kimyasal kağıt hamuru üretimi, küresel kağıt hamuru üretiminin %70'inden fazlasını oluştururken, mekanik kağıt hamuru üretimi esas olarak gazete kağıdı gibi ürünler için kullanılır. Fabrikalar kağıt hamuru oluşturma sürecini istenen kağıt kalitesine ve son kullanıma göre seçer.
Kağıt Hamuru İşleme
Yıkama ve Ağartma
Yıkama ve ağartma, kağıt hamuru ve kağıt prosesinde çok önemli bir rol oynar. Değirmenler, parlaklığı ve kaliteyi artırmak için kağıt hamurundaki kirletici maddeleri temizler. Ana kirletici maddeler arasında adsorbe edilebilir organik halojenürler (AOX), dioksinler, furanlar, reçine asitleri, klorlu ligninler, fenolik bileşikler ve sentetik organik bileşikler bulunur. Bu maddeler genellikle hamurlaştırma ve ağartma sırasındaki kimyasal reaksiyonlardan kaynaklanır. İşçiler, çevresel deşarjı azaltan ve kağıt hamuru kalitesini artıran bu zararlı malzemeleri ortadan kaldırmak için yıkama adımlarını kullanırlar. Elemental klor içermeyen (ECF) ve tamamen klor içermeyen (TCF) ağartma gibi gelişmiş ağartma teknikleri, zararlı kalıntıları daha da azaltır.
Yaygın ağartma maddeleri arasında klor, klor dioksit, hidrojen peroksit ve sodyum hidroksit bulunur. Klor, lignini çözündürmek için reaksiyona girerken, klor dioksit, ECF ağartmasında güçlü bir oksitleyici madde olarak hizmet eder. Hidrojen peroksit posayı parlaklaştırır ve sodyum hidroksit hem pişirmeye hem de ağartmaya yardımcı olur. Değirmenler ayrıca peroksiasetik asit, potasyum peroksimonosülfat gibi daha az yaygın maddeler ve ksilanaz gibi enzimler kullanır. Çevresel kaygılar, dioksin oluşturabileceği için elementel klorun kullanımının azalmasına yol açmıştır.
İpucu: Klorsuz ağartma ve çevre dostu kimyasallar kullanan fabrikalar çevrenin korunmasına ve daha temiz, yüksek kaliteli kağıt üretilmesine yardımcı olur.
Rafine Etme ve Çırpma
Rafine etme ve dövme, kağıt hamuru liflerinin yapısını değiştirir. Operatörler, fiberin şişmesini ve esnekliğini artıran dahili fibrilasyonu tetiklemek için mekanik tedavi kullanır. Bu işlem elyaf bağlanmasını ve tabaka yoğunlaşmasını iyileştirir. Rafinasyon sırasında dış fibrilasyon, ince tane oluşumu, lif kısalması ve lif düzleşmesi de meydana gelir. Lif yüzeylerinde hemiselülozun artan varlığı, lifler arası bağlanmayı arttırır. Bu değişiklikler, daha yüksek çekme mukavemeti ve sertliğe sahip daha yoğun tabakaların ortaya çıkmasına neden olur. Rafinasyon aynı zamanda kağıt kalitesini etkileyen liflerin elektrokinetik özelliklerini ve yüzey yüklerini de etkiler. Genel etki daha güçlü, daha sert ve daha düzgün kağıttır.
Boyutlandırma ve Renklendirme
Haşıl ve renklendirici maddeler kağıda son özelliklerini verir. İşletmeler, reçine, alkil keten dimer (AKD), alkenil süksinik anhidrit (ASA), nişasta ve stiren akrilik gibi hem doğal hem de sentetik haşıllama maddeleri kullanır. Haşıl maddeleri iki kategoriye ayrılır: dahili (hamura eklenen) ve yüzey (tabaka oluşturulduktan sonra uygulanan). Bu maddeler hidrofobik bariyerler oluşturarak su direncini arttırır, kağıt gözenekliliğini azaltır ve su girişini engeller. Boyutlandırma aynı zamanda mürekkep emilimini artırarak ve mürekkep akmasını azaltarak basılabilirliği de artırır. Çekme mukavemeti, yırtılma direnci ve katlanabilirlik gibi mekanik özellikler uygun boyutlandırmayla iyileşir.
Pigmentler ve boyalar dahil renklendirici maddeler istenilen gölge ve parlaklığı sağlar. Apreleme ve renklendirme maddelerinin seçimi kağıdın kullanım amacına bağlıdır. Örneğin AKD ambalajlara uygundur, reçine özel kağıtlar için kullanılır ve nişasta baskı kağıtlarında yaygındır. Fabrikalar, kağıdın dayanıklılık, görünüm ve performans açısından özel gereksinimleri karşıladığından emin olmak için ajanları seçiyor.
Kağıt Yapma Makinesinde Sac Oluşumu
Yaprak oluşturma aşaması işin kalbidir. kağıt yapma makinesi . Bu aşama, işlenmiş hamuru sürekli tabakalara dönüştürerek nihai kağıdın sağlamlığı, pürüzsüzlüğü ve tekdüzeliği için temel oluşturur. Şekillendirme süreci, yüksek kaliteli sonuçlar sağlamak için hassas kontrole ve ileri mühendisliğe dayanır.
Islak Uç ve Başlık Kutusu
Bir kağıt yapma makinesinin ıslak ucu, kağıt hamuru bulamacını tabaka oluşumu için hazırlar. Ana kutu bu süreçte kritik bir rol oynar. Boru hattından gelen kağıt hamuru akışını, şekillendirme kumaşının tüm genişliği boyunca yayılan ince, eşit bir jete dönüştürür. Bu adım, tek tip tabakalar üretmek için gereklidir.
Kağıt hamuru bulamacı ilk önce basınç dalgalanmalarını azaltan ve istikrarlı bir akış sağlayan titreşim sönümleme tankına girer.
Bulamaç, yüksek kıvamlı (HC) başlığa doğru hareket ederek onu ana kutu genişliği boyunca eşit olarak dağıtır.
Düşük tutarlılık (LC) başlığı, hamurun tutarlılığını kontrol eder.
Operatörler, su ilavesini ayarlamak için bir seyreltme kontrol vanası kullanarak elyaf konsantrasyonunu hassas bir şekilde kontrol eder.
Karıştırma odası, seyreltilmiş posayı eşit bir tutarlılık için iyice karıştırır.
Dağıtım tüpü, bulamacı tepe kutusu genişliği boyunca eşit şekilde yayar.
Durdurma odası akışı sakinleştirerek türbülansı azaltır.
Bir türbülans jeneratörü, lifleri asılı tutmak ve topaklanmayı önlemek için kontrollü türbülansı yeniden sağlar.
Kağıt hamuru bir ağızlıktan çıkar ve bulamacı eşit şekilde tel üzerine yönlendirir.
Nozuldaki ayarlanabilir dudaklar bulamacın kalınlığını ve hızını kontrol ederek dağıtımın ince ayarını yapar.
Bulamaç son olarak, kağıt kalitesi açısından eşit lif dağılımının kritik olduğu hareketli tel bölümüne bırakılır.
Hamur kutusu, hamur bulamacının şekillendirme kumaşının hızına uygun olmasını sağlar. Bu dikkatli kontrol, elyafın topaklanmasını önler ve tabaka boyunca eşit kalınlık sağlar. Operatörler, temel ağırlık ve elyaf dağılımına ince ayar yapmak için dilim dudaklarını ve seyreltme valflerini ayarlayabilir; bu da, bitmiş tabakaların tek biçimliliğini ve gücünü doğrudan etkiler.
Not: Tutarlı özelliklere sahip yüksek kaliteli kağıt üretmek için ıslak uçta tek biçimli tabaka oluşumu çok önemlidir.
Şekillendirme Bölümü ve Su Giderimi
Şekillendirme bölümünde, seyreltilmiş hamur bulamacı tel olarak da bilinen hareketli bir şekillendirme kumaşı üzerine dökülür. Şekil veren kumaş, geçirgen bir destek görevi görerek, lifleri tutarken suyun akmasına izin verir. Bu adım, hamurun sürekli bir ağa dönüştüğü şekillendirme işleminin başlangıcını işaret eder.
Şekil veren kumaşın ağ yapısı, liflerin yerleşme ve hizalanma şeklini etkiler. Telin altındaki yer çekimi ve emme kutuları suyun hızlı bir şekilde uzaklaştırılmasına yardımcı olur. Ağ ileri doğru hareket ettikçe, vakum destekli drenaj su içeriğini daha da azaltır. Bu aşamadaki şekillendirme işlemi, elyafların eşit şekilde dağılmasını sağlayarak levhalarda topaklanmaların ve zayıf noktaların oluşmasını engeller.
Operatörler, tabaka oluşumu sırasında kağıt hamurundan suyu uzaklaştırmak için çeşitli yöntemler kullanır:
Kağıt hamuru süspansiyonu çok düşük bir katı içeriğiyle başlar, genellikle ağırlıkça %0,2 civarındadır.
Süspansiyon homojenliği sağlamak için karıştırılır.
Vakumlu filtreleme, suyun önemli bir kısmını uzaklaştırarak kumaş üzerinde bir tabaka oluşturur.
Vakum ve ısı altında ön kurutma, nemi daha da azaltır.
Daha sonra tabaka soyulur ve istenen kuruluğa ulaşmak için tekrar kurutulur.
Şekillendirme bölümünden sonra ağ hala yüksek oranda su içerir, ancak başlangıçtaki bulamaçtan çok daha kurudur. Bu aşamadaki şekillendirme işlemi, kağıdın yapısının ve kalitesinin temelini oluşturur.
Fourdrinier ve Silindir Makinaları
Sektöre iki ana tip kağıt yapım makinesi hakimdir: Fourdrinier ve silindirli makineler. Her tür farklı bir şekillendirme işlemi kullanır ve farklı derecelerde kağıt üretir.
Bakış açısı |
Fourdrinier Makinesi |
Silindir Makinası |
Kağıt Oluşumu |
Sürekli hareket eden düz bir tel örgü üzerinde oluşturulan tek düzgün katman. |
Hamur teknelerine kısmen daldırılan ve daha sonra birbirine bastırılan dönen silindirler üzerinde birden fazla katman oluşturuldu. |
Kağıt Sınıfları |
Yazdırma, yazma ve hafif kaliteler (40-120 gsm) için ideal olan daha pürüzsüz, daha ince kağıtlar üretir. |
Karton, karton ve ambalaj malzemeleri (120 gsm'nin üzerinde) gibi daha kalın, çok katlı kağıtlar üretir. |
Çalışma Hızı |
Daha yüksek hızlar, genellikle dakikada 1800-2000 metre. |
Daha yavaş hızlar, genellikle dakikada 200-600 metre. |
Fiber Yönü |
Lifler esas olarak makine yönünde hizalanarak anizotropik mukavemet elde edilir (2:1 ila 3:1 oranı). |
Lifler yönler arasında daha eşit bir şekilde dağıtılarak dengeli bir güç sağlar (yaklaşık 1,5:1 oranı). |
Kağıt Hamuru Tutarlılığı |
Biraz daha yüksektir (%0,8-%1,2), tabaka oluşumuna ve drenaja yardımcı olur. |
Daha düşük (%0,5-%1), çoklu katların düzgün katmanlanmasını kolaylaştırır. |
Bakım |
Karmaşıklık ve çok sayıda hareketli parça nedeniyle daha yoğun. |
Daha az sıklıkta bakım gerektiren daha basit mekanik yapı. |
Çıkış Özellikleri |
İnce kağıtlara ve baskıya uygun, düzgün, pürüzsüz, ince sayfalar üretir. |
Ambalaj ve özel kağıtlara uygun, daha kalın, daha güçlü, çok katlı sayfalar üretir. |
Fourdrinier makinesi modern dünyaya hakimdir kağıt yapma makinesi pazarı, dünya çapındaki tesislerin %60'ından fazlasını oluşturuyor. Bu makine, yazdırma ve yazma için pürüzsüz, ince sayfalar üretme konusunda mükemmeldir. Silindir makinaları daha az yaygın olmakla birlikte karton ve ambalaj malzemeleri gibi daha kalın, çok katlı kağıtlar için tercih edilmektedir. Her iki kağıt yapım makinesi türü de istenen kağıt özelliklerini elde etmek için şekillendirme işleminin hassas kontrolüne dayanır.
İpucu: Fourdrinier ve silindir makineleri arasındaki seçim, gerekli kağıt kalitesine ve son kullanıma bağlıdır. Fourdrinier makineleri hız ve tekdüzelik sunarken, silindir makineleri özel uygulamalar için güç ve kalınlık sağlar.
Presleme, Kurutma ve Bitirme
Basın Bölümü
Bir kağıt yapım makinesinin pres bölümü, mekanik basınç uygulayarak ıslak kağıt dokusundan suyu uzaklaştırır. Baskı ruloları ağı sıkıştırır ve emici baskı keçeleri kılcal hareket yoluyla suyun dışarı çekilmesine yardımcı olur. Ayakkabı presleri gibi gelişmiş presler uygulanan süreyi ve basıncı arttırır, bu da suyun uzaklaştırılmasını iyileştirir ve kağıt tabakasını korur. Şekillendirme bölümünden sonra kağıt ağı yaklaşık %60-70 oranında su içerir. Pres bölümü bu nemi %45-55 civarına düşürür. Bu adım, kurutma için gereken enerjiyi azaltır ve hem kağıt kalitesini hem de üretim verimliliğini artırır.
Yaygın pres türleri şunları içerir:
Tek tek sayfalar için temiz bir sünger kullanan sünger presler.
C-kelepçelerle sıkılmış basit kontrplak presleri.
Daha kalın veya birden fazla tabaka için krikolar kullanan hidrolik presler.
Emme yoluyla suyu dışarı çeken vakum tablalı presler.
Kitap veya çiçek baskı makineleri gibi diğer endüstrilerden uyarlanmış baskı makineleri.
Özel ihtiyaçlara yönelik taşınabilir sınıf baskı makineleri ve ev yapımı baskı makineleri.
Kurutma Bölümü
Kurutma bölümü kalan nemin çoğunu kağıt ağdan uzaklaştırır. Buharla ısıtılan silindirler, ağı, dayanıklılık ve stabilite açısından önemli olan istenen nem içeriğine kadar kurutur. Bu aşamadaki enerji verimliliği çeşitli stratejilerden gelir:
Isı geri kazanım sistemleri, gelen havayı önceden ısıtmak için atık ısıyı yakalar.
Kurutucu davlumbazı tasarımları ısı devridaimini iyileştirir.
Hava filtrelerinin ve kanallarının uygun şekilde bakımı verimli hava akışı sağlar.
Gelişmiş kontrol sistemleri, optimum nemi korumak için sensörler kullanır.
Kurutucu kumaşlardaki ve buhar yönetimindeki yenilikler enerji kullanımını azaltır.
Modern kurutma teknolojileri, verimliliği ve ürün kalitesini daha da artıran mikrodalga kurutma ve gelişmiş kağıt kurutma sistemlerini içerir.
Yüzey Boyutlandırma ve Kalenderleme
Yüzey boyutlandırma ve perdahlama önemli bitirme adımlarıdır. Yüzey boyutlandırma kağıt yüzeyini hazırlayarak parlaklığı, pürüzsüzlüğü ve yazdırılabilirliği artırır. Perdahlama kağıt yüzeyini sıkıştırarak pürüzlülüğü azaltır ve parlaklığı artırır. Bu işlem elyaf yapısını değiştirerek yüzeyi daha düzgün ve baskı için daha iyi hale getirir. Kalenderleme ekipmanı, her biri farklı düzeylerde pürüzsüzlük ve parlaklık sunan makine cilası, süper kalenderlenmiş cila ve plaka cilası türlerini içerir.
Sarma ve Kesme
Bitirdikten sonra kağıt büyük jumbo rulolar halinde sarılır. Dilimli geri sarma makineleri, bıçakları kullanarak bu ruloları daha dar şeritler halinde keser ve ardından bunları yeni göbeklere geri sarar. Süreçte, hasarı önlemek ve tutarlılığı sağlamak için hassas gerilim kontrolü ve ağ hizalama sistemleri kullanılır. Otomatik sistemler rulo genişliğini, yoğunluğunu ayarlayabilir ve kusurları tespit edebilir. Nihai ürün ayrıca paketlenmeye ve nakliyeye hazır hale getirilmek üzere tabakalar veya daha küçük rulolar halinde kesilebilir.
Kağıt Üretim Sürecinde Kalite Kontrol ve Sürdürülebilirlik
Gerçek Zamanlı Kalite Kontrolleri
Modern fabrikalar, kağıt yapım sürecini izlemek ve yüksek kaliteli kağıt standartlarını korumak için gelişmiş sistemler kullanır. Kalite Kontrol Sistemi (QCS), nem içeriği, pürüzsüzlük, pürüzlülük ve iki taraflılık gibi özellikleri gerçek zamanlı olarak ölçer. Bu dijital araçlar verileri anında toplayıp analiz ederek teknisyenlerin ayarları yapmasına ve kusurları önlemesine olanak tanır. Makine öğrenimi ve yapay zeka artık sorunları ortaya çıkmadan önce tahmin etmeye yardımcı oluyor, ancak vasıflı çalışanlar süreci hâlâ denetliyor. Fabrikalar, kağıt üretim sürecinin güvenilir ve verimli kalmasını sağlamak için bu dijital sistemleri düzenli ekipman denetimleriyle birleştiriyor. Bu yaklaşım arıza süresini azaltır ve ürün kalitesinin tutarlı kalmasını sağlar.
Kalite Parametre Kategorisi |
Ölçülen Parametre Örnekleri |
Fiziksel Özellikler |
Temel ağırlık, kalınlık, renk |
Kimyasal Özellikler |
Nem içeriği, kül içeriği |
Yüzey Özellikleri |
Pürüzsüzlük, pürüzlülük, parlaklık, beyazlık |
Yapısal Özellikler |
İki taraflılık |
Not: Pürüzlülük ve parlaklık gibi yüzey özellikleri, kağıdın ne kadar iyi yazdırılacağını ve görüneceğini etkiler. Nem içeriği aynı zamanda dayanıklılık ve stabilite açısından da kritik öneme sahiptir.
Çevresel Uygulamalar
Sürdürülebilirlik, kağıt üretim sürecinin her adımına rehberlik eder. Fabrikalar, zararlı kimyasallardan kaçınmak için klor bazlı ağartmayı daha güvenli yöntemlerle değiştirdi. Ormanları korumak ve enerji kullanımını azaltmak için geri dönüştürülmüş lifleri ve bambu veya tarımsal atıklar gibi alternatif kaynakları kullanıyorlar. Su geri dönüşüm sistemleri ve ileri arıtma teknolojileri, değirmenlerin daha az su kullanmasına ve temiz tutmasına yardımcı oluyor. Artık birçok tesis yenilenebilir yakıtlardan elde edilen biyoenerjiye güveniyor ve karbon ayak izini azaltıyor. Otomasyon ve dijital kontroller israfı azaltır ve enerji tasarrufu sağlar. Sorumlu kaynak kullanımı ve orman yönetimi biyolojik çeşitliliği ve yeniden ağaçlandırmayı destekler. Malzemelerin fabrikaya daha yakın tedarik edilmesi gibi tedarik zinciri iyileştirmeleri, kağıt üretiminin çevresel etkilerini daha da azaltır.
Klor bazlı ağartmayı ortadan kaldırın
Geri dönüştürülmüş lifler ve alternatif hammaddeler kullanın
Suyu verimli bir şekilde geri dönüştürün ve arıtın
Modern ekipmanlarla enerji verimliliğini artırın
Yenilenebilir biyoenerji kullanın
Sorumlu orman yönetimini uygulayın
Daha düşük emisyonlar için tedarik zincirlerini optimize edin
İpucu: Sürdürülebilir uygulamalarla üretilmiş yüksek kaliteli kağıdın seçilmesi çevrenin korunmasına yardımcı olur.
Paketleme ve Nakliye
Fabrikalar, bitmiş kağıt ürünlerini dikkatli paketleme ve nakliye yöntemleriyle korur. Taşıma sırasında kaba kullanım veya hareketten kaynaklanan hasarları önlemek için baloncuklu ambalaj, köpük ve sağlam kutular gibi malzemeler kullanırlar. Özel paketleme çözümleri her ürünün boyutuna ve ağırlığına uyum sağlayarak boş alanı ve zarar riskini azaltır. Neme dayanıklı malzemeler ve kurcalanmaya karşı dayanıklı contalar ekstra koruma sağlar. Mills, düşmeleri ve darbeleri simüle ederek ambalajları test ediyor, ardından geri bildirim ve performans verilerine dayanarak tasarımları geliştiriyor. Kamyon yerine demiryolu kullanmak veya teslimat rotalarını yapay zeka ile planlamak gibi verimli lojistik, emisyonların azaltılmasına yardımcı olur ve sürdürülebilirliği destekler. Bu adımlar, yüksek kaliteli kağıdın güvenli bir şekilde ve minimum çevresel etkiyle ulaşmasını sağlar.
Kağıt yapımı süreci, bir dizi adımla ham maddeleri bitmiş kağıda dönüştürür: hazırlama, hamur haline getirme, yıkama, ağartma, tabaka oluşturma, presleme, kurutma ve son işlem. Fourdrinier ve silindir makineleri gibi makineler verimlilik ve tutarlı kalite sağlar. Kalite kontrol sistemleri her aşamayı takip ederken, sürdürülebilirlik uygulamaları da israfı ve enerji kullanımını azaltıyor. Kağıt üretim süreci ileri teknolojiye ve çevre yönetimine dayanır. Özetle, kağıdın nasıl üretildiği hassas kontrolü, modern ekipmanı ve kalite ve sürdürülebilirliğe güçlü bir bağlılığı gerektirir.
SSS
Kağıt yapma makinesi nedir?
Bir kağıt yapma makinesi, hamuru sürekli kağıt yapraklarına dönüştürür. Tabakayı şekillendirmeden kurutma ve bitirmeye kadar her adımı yönetmek için gelişmiş kontroller kullanır. Bu makine, birçok kullanım için yüksek kaliteli, tek tip kağıt sağlar.
Kağıt yapma makinesinin kağıt torba yapma makinesinden farkı nedir?
Bir kağıt yapma makinesi, büyük rulolar veya kağıt tabakaları oluşturur. Bir kağıt torba yapma makinesi, kağıdı kesmek, katlamak ve torbalara yapıştırmak için bu sayfaları kullanır. Her makine, kağıt ürünleri endüstrisinde benzersiz bir role sahiptir.
Bir kağıt yapma makinesi bardak ve çantalar için kağıt üretebilir mi?
Evet. Bir kağıt yapım makinesi, hem kağıt bardak yapım makineleri hem de kağıt torba yapım makineleri için temel kağıt üretebilir. Makine, her ürünün ihtiyaçlarını karşılamak için kalınlığı, gücü ve yüzey kaplamasını ayarlar.
Bir kağıt yapma makinesi hangi bakımı gerektirir?
Operatörler kağıt yapım makinesini düzenli olarak temizlemeli, incelemeli ve yağlamalıdır. Aşınmış parçaları kontrol ederler ve gerektiğinde değiştirirler. Doğru bakım, makinenin sorunsuz çalışmasını sağlar ve ömrünü uzatır.
Kağıt yapım makineleri çevre dostu mudur?
Modern kağıt yapım makineleri geri dönüştürülmüş elyaf kullanır, enerji tasarrufu sağlar ve suyu geri dönüştürür. Birçok fabrika çevre dostu kimyasallar ve yenilenebilir enerji kullanıyor. Bu adımlar kağıt üretiminin çevresel etkisinin azaltılmasına yardımcı olur.