Paperinvalmistuskone muuttaa puulastut ja kierrätysmateriaalit sileiksi, korkealaatuisiksi arkeiksi huolellisesti valvotun paperinvalmistusprosessin avulla. Nykyaikaiset koneet käyttävät edistyneitä ohjaimia jokaisen vaiheen seuraamiseen, mikä lisää tehokkuutta ja varmistaa yhdenmukaiset tulokset.
Kestävä kehitys on edelleen keskeisessä asemassa, sillä tehtaat kierrättävät vettä ja vähentävät energian käyttöä.
Tekniikka tai mitta |
Tehokkuus- ja laatuparannuksia |
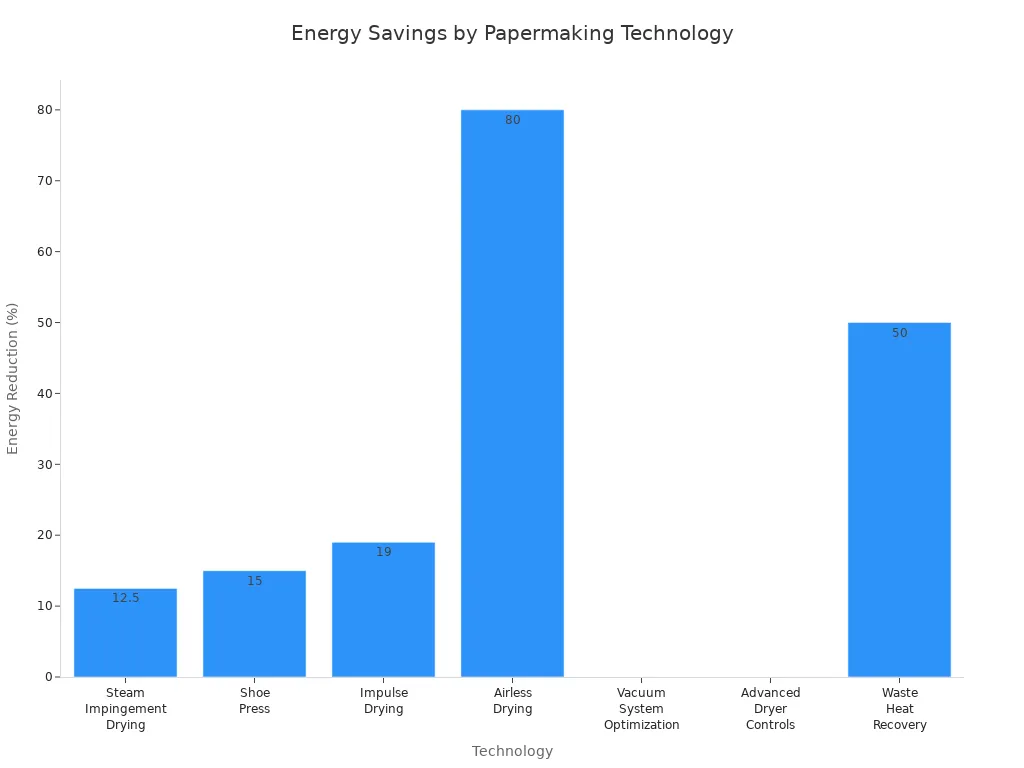
Höyrypuhalluskuivaus |
Säästää 10-15% energiaa, parantaa kuivaustehoa. |
Kenkä (pidennetty nippi) Paina |
Vähentää energiankulutusta, parantaa paperin lujuutta ja laatua. |
Impulssikuivaus |
Säästää 18-20 % energiaa, lisää kuivumisnopeutta ja paperin kuivumista. |
Ilmaton kuivaus |
Vähentää lämpöenergiaa 70-90 % ja parantaa kuivaustehoa. |
Tyhjiöjärjestelmän optimointi |
Säästää merkittävästi tehoa, parantaa vedenpoistotehokkuutta. |
Edistyneet kuivaimen ohjaimet |
Parantaa prosessin ohjausta, parantaa paperin tasaisuutta. |
Hukkalämmön talteenotto kuivauksesta |
Vähentää energian käyttöä jopa 50 %, alentaa kustannuksia ja ympäristövaikutuksia. |
Paperinvalmistusprosessi käyttää näitä innovaatioita vahvan, tasalaatuisen paperin tuottamiseen samalla kun se tukee kestävää kehitystä. Paperinvalmistusprosessi perustuu laaduntarkastuksiin, resurssien hallintaan ja teknologiaan vastatakseen kysymykseen: miten paperi valmistetaan alusta loppuun?
Key Takeaways
Paperinvalmistuskoneet muuttavat puulastuja ja kierrätysmateriaaleja sileiksi, vahvoiksi arkeiksi tarkkojen vaiheiden ja edistyneiden ohjainten avulla.
Raaka-aineet, kuten puumassa, kierrätyskuidut ja muut kuin puulähteet, valmistetaan huolellisesti laadun ja kestävyyden varmistamiseksi.
Muotoiluosa muotoilee massan yhtenäisiksi arkeiksi käyttämällä erilaisia paperilaatuja soveltuvia koneita, kuten Fourdrinier ja sylinterityyppejä.
Puristus ja kuivaus poistavat vettä tehokkaasti, parantaen paperin lujuutta ja säästäen energiaa nykyaikaisilla tekniikoilla.
Kestävyys on avainasemassa, sillä tehtaat käyttävät ympäristöystävällisiä kemikaaleja, kierrättävät vettä, säästävät energiaa ja hoitavat metsiä vastuullisesti.
Raaka-aineen valmistus
Massa- ja paperiprosessi alkaa huolellisella raaka-aineen valmistelulla. Tehtaat käyttävät erilaisia lähteitä paperimassan tuottamiseen. Yleisimpiä raaka-aineita ovat mm.
Puusellu, joka hallitsee maailmanlaajuista tarjontaa ja varmistaa tasaisen laadun.
Kierrätyspaperi, jonka merkitys on noussut tehtaiden keskittyessä kestävään kehitykseen ja parantuneeseen kierrätysteknologiaan.
Ei-puukuidut, kuten bambu, hamppu ja maatalousjätteet, jotka tarjoavat ainutlaatuisia ominaisuuksia ja vähemmän ympäristövaikutuksia.
Kierrätyskuidut, jotka auttavat vähentämään jätettä ja tukevat ympäristöystävällistä tuotantoa.
Kuorinta ja haketus
Raaka-aineen valmistelun ensimmäinen vaihe on hirsien muuttaminen pieniksi yhtenäisiksi lastuiksi. Myllyt noudattavat tarkkaa järjestystä:
Työntekijät syöttävät tukit kuorintarumpuun. Rumpu pyörittää tukkeja ja ruiskuttaa niitä vesisuihkuilla kuoren poistamiseksi. Tämä vaihe estää saastumisen ja suojaa koneita.
Puhtaat puut siirtyvät nopeaan hakkuriin. Hakkurissa käytetään teräviä, pyöriviä teriä tukkien leikkaamiseen pieniksi, tasaiseksi hakkeeksi.
Yhdenmukainen sirun koko on välttämätöntä. Se varmistaa tehokkaan kypsennyksen ja tasaisen kuituerottelun massanvalmistuksen aikana, mikä vaikuttaa paperimassan lopulliseen laatuun.
Pulpperointimenetelmät
Haketuksen jälkeen tehtaat käyttävät erilaisia kuidutusmenetelmiä kuitujen erottamiseen. Kaksi päätyyppiä ovat mekaaninen ja kemiallinen massanvalmistus. Alla olevassa taulukossa verrataan niiden tärkeimpiä ominaisuuksia:
Aspekti |
Mekaaninen massanvalmistus |
Kemiallinen massan valmistus |
Tuotto |
Korkea (90-95 %) |
Matala (40-55 %) |
Paperin vahvuus |
Alempi vahvuus |
Korkeampi vahvuus |
Kirkkaus |
Pienempi kirkkaus |
Korkeampi kirkkaus |
Elinikä |
Rajoitettu käyttöikä (keltaisuus) |
Suurempi pitkäikäisyys |
Mekaaninen massa säilyttää suurimman osan puumassasta, mikä johtaa korkeaan saantoon, mutta huonompaan laatuun. Kemiallinen massanvalmistus poistaa ligniinin ja epäpuhtaudet ja tuottaa vahvempia, kirkkaampia ja pidempään kestäviä kuituja. Kemiallisen massan valmistuksen osuus maailmanlaajuisesta selluntuotannosta on yli 70 %, ja mekaanista sellua käytetään pääasiassa tuotteissa, kuten sanomalehtipaperissa. Tehtaat valitsevat sellunvalmistusprosessin halutun paperin laadun ja loppukäytön perusteella.
Massan käsittely
Pesu ja valkaisu
Pesu ja valkaisu ovat keskeisiä massa- ja paperiprosessissa. Tehtaat poistavat epäpuhtaudet paperimassasta kirkkauden ja laadun parantamiseksi. Tärkeimpiä saasteita ovat adsorboituvat orgaaniset halogenidit (AOX), dioksiinit, furaanit, hartsihapot, klooratut ligniinit, fenoliyhdisteet ja synteettiset orgaaniset yhdisteet. Nämä aineet syntyvät usein kemiallisista reaktioista massanvalmistuksen ja valkaisun aikana. Työntekijät käyttävät pesuvaiheita poistaakseen nämä haitalliset materiaalit, mikä vähentää ympäristöpäästöjä ja parantaa massan laatua. Kehittyneet valkaisutekniikat, kuten alkuaineklooriton (ECF) ja täysin klooriton (TCF) valkaisu, vähentävät edelleen haitallisia jäämiä.
Yleisiä valkaisuaineita ovat kloori, klooridioksidi, vetyperoksidi ja natriumhydroksidi. Kloori reagoi ligniinin kanssa liuottaen sen, kun taas klooridioksidi toimii voimakkaana hapettavana aineena ECF-valkaisussa. Vetyperoksidi kirkastaa massaa, ja natriumhydroksidi auttaa sekä ruoanlaitossa että valkaisussa. Myllyt käyttävät myös vähemmän yleisiä aineita, kuten peroksietikkahappoa, kaliumperoksimonosulfaattia ja entsyymejä, kuten ksylanaasia. Ympäristöongelmat ovat johtaneet alkuainekloorin käytön vähenemiseen, koska se voi muodostaa dioksiineja.
Vinkki: Klooritonta valkaisua ja ympäristöystävällisiä kemikaaleja käyttävät tehtaat auttavat suojelemaan ympäristöä ja tuottavat puhtaampaa, korkealaatuista paperia.
Jalostus ja lyöminen
Jauhatus ja jauhatus muuttavat paperimassakuitujen rakennetta. Operaattorit käyttävät mekaanista käsittelyä aiheuttamaan sisäistä fibrillaatiota, mikä lisää kuidun turpoamista ja joustavuutta. Tämä prosessi parantaa kuidun sitoutumista ja levyn tiivistymistä. Jauhatuksen aikana esiintyy myös ulkoista fibrillaatiota, hienoaineksen muodostumista, kuidun lyhentymistä ja kuitujen oikaisua. Hemiselluloosan lisääntynyt saatavuus kuitupinnoilla parantaa kuidun välistä sitoutumista. Nämä muutokset johtavat tiheämpiin levyihin, joilla on suurempi vetolujuus ja jäykkyys. Jauhatus vaikuttaa myös kuitujen elektrokineettisiin ominaisuuksiin ja pintavarauksiin, jotka vaikuttavat paperin laatuun. Kokonaisvaikutus on vahvempi, jäykempi ja tasaisempi paperi.
Mitoitus ja väritys
Liima- ja väriaineet antavat paperille sen lopulliset ominaisuudet. Tehtaissa käytetään sekä luonnollisia että synteettisiä liimausaineita, kuten hartsia, alkyyliketeenidimeeriä (AKD), alkenyylimeripihkahappoanhydridiä (ASA), tärkkelystä ja styreeniakryylia. Liimausaineet jaetaan kahteen luokkaan: sisäinen (lisätään massaan) ja pinta (lisätään arkin muodostuksen jälkeen). Nämä aineet lisäävät vedenkestävyyttä luomalla hydrofobisia esteitä, vähentävät paperin huokoisuutta ja estävät veden tunkeutumisen. Mitoitus parantaa myös tulostettavuutta parantamalla musteen imeytymistä ja vähentämällä musteen vuotoa. Mekaaniset ominaisuudet, kuten vetolujuus, repäisylujuus ja taitettavuus, paranevat oikean mitoituksen myötä.
Väriaineet, mukaan lukien pigmentit ja väriaineet, antavat halutun sävyn ja kirkkauden. Liima- ja väriaineiden valinta riippuu paperin käyttötarkoituksesta. Esimerkiksi AKD sopii pakkauksiin, hartsi toimii erikoispapereille ja tärkkelys on yleistä painopapereissa. Tehtaat valitsevat aineet varmistaakseen, että paperi täyttää lujuutta, ulkonäköä ja suorituskykyä koskevat erityisvaatimukset.
Arkkien muodostus paperikoneessa
Arkin muodostusvaihe on sen sydän paperinvalmistuskone . Tämä vaihe muuttaa käsitellyn massan jatkuviksi arkeiksi, mikä luo pohjan lopullisen paperin lujuudelle, sileydelle ja tasaisuudelle. Muovausprosessi perustuu tarkkaan ohjaukseen ja edistyneeseen suunnitteluun korkealaatuisten tulosten varmistamiseksi.
Märkäpää ja perälaatikko
Paperikoneen märkä pää valmistelee massalietteen arkinmuodostusta varten. Perälaatikolla on ratkaiseva rooli tässä prosessissa. Se muuttaa massavirtauksen putkilinjasta ohueksi, tasaiseksi suihkuksi, joka leviää koko viiran leveydelle. Tämä vaihe on välttämätön yhtenäisten arkkien tuottamiseksi.
Massaliete menee ensin pulssivaimennussäiliöön, mikä vähentää paineen vaihteluita ja varmistaa vakaan virtauksen.
Liete siirtyy korkean konsistenssin (HC) kokoojaan jakaa sen tasaisesti perälaatikon leveydelle.
Matalan sakeuden (LC) kokooja ohjaa massan sakeutta.
Käyttäjät käyttävät laimennussäätöventtiiliä veden lisäyksen säätämiseen ja säätelevät tarkasti kuitupitoisuutta.
Sekoituskammio sekoittaa laimennetun massan perusteellisesti tasaisen koostumuksen saavuttamiseksi.
Jakoputki levittää lietteen tasaisesti perälaatikon leveydelle.
Hidaskammio rauhoittaa virtausta ja vähentää turbulenssia.
Turbulenssigeneraattori palauttaa kontrolloidun turbulenssin pitääkseen kuidut ripustettuina ja estääkseen paakkuuntumisen.
Massa tulee ulos suuttimen kautta ohjaten lietteen tasaisesti viiralle.
Säädettävät huulet suuttimessa säätelevät lietteen paksuutta ja nopeutta, hienosäätää jakautumista.
Lopuksi liete kerrostetaan liikkuvalle viiraosalle, jossa tasainen kuitujakauma on kriittinen paperin laadun kannalta.
Perälaatikko varmistaa, että massaliete vastaa muodostuskudoksen nopeutta. Tämä huolellinen valvonta estää kuitujen paakkuuntumisen ja säilyttää tasaisen paksuuden arkin poikki. Käyttäjät voivat säätää viipaleiden huulia ja laimennusventtiilejä hienosäätääkseen neliömassaa ja kuitujakaumaa, mikä vaikuttaa suoraan valmiiden arkkien tasaisuuteen ja lujuuteen.
Huomautus: Tasainen arkin muodostus märässä päässä on välttämätöntä korkealaatuisen paperin, jolla on tasaiset ominaisuudet, tuottamiseksi.
Muotoiluosa ja vedenpoisto
Muodostusosassa laimennettu massaliete kaadetaan liikkuvalle muodostuskankaalle, joka tunnetaan myös viirana. Muodostuskangas toimii läpäisevänä tukina, jolloin vesi pääsee valumaan pois mutta säilyttää kuidut. Tämä vaihe merkitsee muodostusprosessin alkua, jossa massa muuttuu jatkuvaksi rainaksi.
Muotoilukankaan verkkorakenne vaikuttaa kuitujen asettumiseen ja kohdistukseen. Vaijerin alla olevat painovoima- ja imulaatikot auttavat poistamaan veden nopeasti. Kun raina liikkuu eteenpäin, tyhjiöavusteinen tyhjennys vähentää vesipitoisuutta entisestään. Muovausprosessi tässä vaiheessa varmistaa, että kuidut jakautuvat tasaisesti, mikä estää paakkuuntumista ja heikkoja kohtia arkeissa.
Käyttäjät käyttävät useita menetelmiä veden poistamiseksi massasta arkinmuodostuksen aikana:
Massasuspensio alkaa erittäin alhaisella kiintoainepitoisuudella, yleensä noin 0,2 paino-%.
Suspensiota sekoitetaan homogeenisuuden varmistamiseksi.
Tyhjiösuodatus poistaa huomattavan osan vedestä muodostaen arkin kankaalle.
Esikuivaus tyhjiössä ja lämmössä vähentää kosteutta entisestään.
Sitten arkki kuoritaan pois ja kuivataan uudelleen halutun kuivuuden saavuttamiseksi.
Muovausosan jälkeen raina sisältää edelleen suuren prosenttiosuuden vettä, mutta se on paljon kuivempaa kuin alkuperäinen liete. Muovausprosessi tässä vaiheessa luo pohjan paperin rakenteelle ja laadulle.
Fourdrinier- ja sylinterikoneet
Teollisuutta hallitsee kaksi päätyyppiä paperinvalmistuskoneita: Fourdrinier- ja sylinterikoneet. Jokainen tyyppi käyttää erilaista muovausprosessia ja tuottaa eri paperilaatuja.
Aspekti |
Fourdrinier kone |
Sylinteri kone |
Paperin muodostuminen |
Yksi tasainen kerros muodostettu jatkuvasti liikkuvalle litteälle metalliverkolle. |
Useita kerroksia muodostettiin pyöriviin sylintereihin, jotka on osittain upotettu massaaltaisiin ja puristettu sitten yhteen. |
Paperilaadut |
Tuottaa sileämpiä, ohuempia papereita, jotka ovat ihanteellisia tulostukseen, kirjoittamiseen ja kevyille arkeille (40-120 gsm). |
Tuottaa paksumpia, monikerroksisia papereita, kuten pahvia, lainerikartonkia ja pakkausmateriaaleja (yli 120 gsm). |
Toimintanopeus |
Suuremmat nopeudet, tyypillisesti 1800-2000 metriä minuutissa. |
Hitaammat nopeudet, tyypillisesti 200-600 metriä minuutissa. |
Kuitusuuntaus |
Kuidut on kohdistettu pääasiassa koneen suuntaan, mikä johtaa anisotrooppiseen lujuuteen (suhde 2:1 - 3:1). |
Kuidut jakautuvat tasaisemmin eri suuntiin, mikä takaa tasapainoisen lujuuden (suhde noin 1,5:1). |
Massan konsistenssi |
Hieman korkeampi (0,8%-1,2%), mikä helpottaa arkin muodostusta ja valumista. |
Matalampi (0,5%-1%), mikä helpottaa useiden kerrosten tasaista kerrostamista. |
Huolto |
Intensiivisempi monimutkaisuuden ja lukuisten liikkuvien osien vuoksi. |
Yksinkertaisempi mekaaninen rakenne, joka vaatii harvemmin huoltoa. |
Lähtöominaisuudet |
Tuottaa tasalaatuisia, sileitä, ohuita arkkeja, jotka soveltuvat hienopapereihin ja tulostukseen. |
Tuottaa paksumpia, vahvempia monikerroksisia arkkeja, jotka soveltuvat pakkaus- ja erikoispapereihin. |
Fourdrinier-kone hallitsee modernia paperikoneiden markkinat, jotka kattavat yli 60 % asennuksista maailmanlaajuisesti. Tämä kone on erinomainen tuottamaan sileitä, ohuita arkkeja tulostusta ja kirjoittamista varten. Sylinterikoneita, vaikka ne ovat harvinaisempia, suositaan paksummille, monikerroksisille papereille, kuten pahville ja pakkausmateriaaleille. Molemmat paperikonetyypit luottavat muodostusprosessin tarkkaan ohjaukseen haluttujen paperin ominaisuuksien saavuttamiseksi.
Vinkki: Valinta Fourdrinier- ja sylinterikoneiden välillä riippuu tarvittavasta paperilaadusta ja loppukäytöstä. Fourdrinier-koneet tarjoavat nopeutta ja tasaisuutta, kun taas sylinterikoneet tarjoavat lujuutta ja paksuutta erikoissovelluksiin.
Puristus, kuivaus ja viimeistely
Paina Section
Paperikoneen puristinosa poistaa vettä märästä paperirainasta käyttämällä mekaanista painetta. Puristustelat puristavat rainaa, ja imukykyiset puristinhuovat auttavat imemään vettä kapillaaritoiminnan kautta. Kehittyneet puristimet, kuten kenkäpuristimet, lisäävät käytettyä aikaa ja painetta, mikä parantaa vedenpoistoa ja suojaa paperiarkkia. Muotoiluosan jälkeen paperiraina sisältää noin 60-70 % vettä. Puristinosa vähentää tämän kosteuden noin 45-55 %:iin. Tämä vaihe vähentää kuivaukseen tarvittavaa energiaa ja parantaa sekä paperin laatua että tuotannon tehokkuutta.
Yleisiä puristimia ovat:
Sienipuristimet, joissa käytetään puhdasta sientä yksittäisille arkkeille.
Yksinkertaiset vaneripuristimet, kiristetty C-puristimilla.
Hydrauliset puristimet, joissa käytetään tunkkeja paksummille tai useille arkeille.
Tyhjiöpöytäpuristimet, jotka imevät vettä ulos imulla.
Mukautetut puristimet muilta teollisuudenaloilta, kuten kirja- tai kukkapuristimet.
Kannettavat luokkapuristimet ja kotitekoiset puristimet erityistarpeisiin.
Kuivausosasto
Kuivausosa poistaa suurimman osan jäljellä olevasta kosteudesta paperirainasta. Höyrylämmitteiset sylinterit kuivaavat rainan haluttuun kosteuspitoisuuteen, mikä on tärkeää lujuuden ja vakauden kannalta. Energiatehokkuus tässä vaiheessa perustuu useisiin strategioihin:
Lämmöntalteenottojärjestelmät ottavat talteen hukkalämmön esilämmittääkseen tulevan ilman.
Kuivauskuvun mallit parantavat lämmön kierrätystä.
Ilmansuodattimien ja -kanavien asianmukainen huolto varmistaa tehokkaan ilmavirran.
Kehittyneet ohjausjärjestelmät käyttävät antureita optimaalisen kosteuden ylläpitämiseen.
Kuivauskankaiden ja höyrynhallinnan innovaatiot vähentävät energiankulutusta.
Nykyaikaisiin kuivaustekniikoihin kuuluu mikroaaltouunikuivaus ja kehittyneet pehmopaperin kuivausjärjestelmät, jotka parantavat entisestään tehokkuutta ja tuotteiden laatua.
Pinnan mitoitus ja kalanterointi
Pinnan mitoitus ja kalanterointi ovat tärkeitä viimeistelyvaiheita. Pinnan liimaus valmistelee paperin pinnan parantaen kirkkautta, sileyttä ja painettavuutta. Kalanterointi puristaa paperin pintaa, mikä vähentää karheutta ja lisää kiiltoa. Tämä prosessi muuttaa kuidun rakennetta tehden pinnasta tasaisemman ja paremman tulostuksen kannalta. Kalanterointilaitteisiin kuuluu koneviimeistely-, superkalanteroitu viimeistely- ja levyviimeistelytyypit, joista jokainen tarjoaa eri tasoisia ja kiiltoisia.
Kääriminen ja leikkaaminen
Viimeistelyn jälkeen paperi kääritään suuriksi jumborulliksi. Uudelleenkelaajat leikkaavat nämä rullat kapeammiksi nauhoiksi terien avulla ja kelaavat ne sitten uusille hylsyille. Prosessissa käytetään tarkkaa jännityksen hallintaa ja radan kohdistusjärjestelmiä vaurioiden estämiseksi ja johdonmukaisuuden varmistamiseksi. Automatisoidut järjestelmät voivat säätää rullan leveyttä, tiheyttä ja havaita vikoja. Lopputuote voidaan leikata edelleen arkeiksi tai pienemmiksi rulliksi valmiiksi pakkaamista ja lähetystä varten.
Paperinvalmistusprosessin laadunvalvonta ja kestävä kehitys
Reaaliaikaiset laaduntarkastukset
Nykyaikaiset tehtaat käyttävät edistyneitä järjestelmiä paperinvalmistusprosessin valvontaan ja korkealaatuisten paperistandardien ylläpitämiseen. Laadunvalvontajärjestelmä (QCS) mittaa ominaisuuksia, kuten kosteuspitoisuutta, sileyttä, karheutta ja kaksipuolisuutta reaaliajassa. Nämä digitaaliset työkalut keräävät ja analysoivat tietoja välittömästi, jolloin teknikot voivat säätää asetuksia ja estää vikoja. Koneoppiminen ja tekoäly auttavat nyt ennakoimaan ongelmia ennen kuin ne tapahtuvat, mutta ammattitaitoiset työntekijät valvovat silti prosessia. Tehtaat yhdistävät nämä digitaaliset järjestelmät säännöllisiin laitetarkastuksiin varmistaakseen, että paperinvalmistusprosessi pysyy luotettavana ja tehokkaana. Tämä lähestymistapa vähentää seisokkeja ja pitää tuotteiden laadun tasaisena.
Laatuparametriluokka |
Esimerkkejä mitatuista parametreista |
Fyysiset ominaisuudet |
Peruspaino, paksuus, väri |
Kemialliset ominaisuudet |
Kosteuspitoisuus, tuhkapitoisuus |
Pinnan ominaisuudet |
Tasaisuus, karheus, kiilto, valkoisuus |
Rakenteelliset ominaisuudet |
Kaksipuolisuus |
Huomautus: Pinnan ominaisuudet, kuten karheus ja kiilto, vaikuttavat siihen, kuinka hyvin paperi tulostuu ja näyttää. Kosteus on myös kriittinen lujuuden ja vakauden kannalta.
Ympäristökäytännöt
Kestävä kehitys ohjaa jokaista paperinvalmistusprosessin vaihetta. Tehtaat ovat korvanneet klooripohjaisen valkaisun turvallisemmilla menetelmillä haitallisten kemikaalien välttämiseksi. He käyttävät kierrätyskuituja ja vaihtoehtoisia lähteitä, kuten bambua tai maatalousjätteitä, metsien suojelemiseksi ja energiankäytön vähentämiseksi. Vedenkierrätysjärjestelmät ja edistyneet käsittelytekniikat auttavat tehtaita käyttämään vähemmän vettä ja pitämään sen puhtaana. Monet laitokset käyttävät nyt uusiutuvista polttoaineista saatavaa bioenergiaa, mikä pienentää niiden hiilijalanjälkeä. Automaatio ja digitaaliset ohjaukset vähentävät hukkaa ja säästävät energiaa. Vastuullinen hankinta ja metsänhoito tukevat luonnon monimuotoisuutta ja metsitystä. Toimitusketjun parannukset, kuten materiaalien hankinta lähemmäs tehdasta, vähentävät entisestään paperinvalmistuksen ympäristövaikutuksia.
Poista klooripohjainen valkaisu
Käytä kierrätyskuituja ja vaihtoehtoisia raaka-aineita
Kierrätä ja käsittele vettä tehokkaasti
Paranna energiatehokkuutta nykyaikaisilla laitteilla
Käytä uusiutuvaa bioenergiaa
Harjoittele vastuullista metsänhoitoa
Optimoi toimitusketjut päästöjen vähentämiseksi
Vinkki: Korkealaatuisen paperin valitseminen kestävillä menetelmillä auttaa suojelemaan ympäristöä.
Pakkaus ja toimitus
Tehtaat suojaavat valmiita paperituotteita huolellisilla pakkaus- ja toimitustavoilla. Ne käyttävät materiaaleja, kuten kuplamuovia, vaahtoa ja tukevia laatikoita estämään vaurioita karkeasta käsittelystä tai liikkumisesta kuljetuksen aikana. Räätälöidyt pakkausratkaisut sopivat jokaisen tuotteen kokoon ja painoon, mikä vähentää tyhjää tilaa ja vahingoittumisriskiä. Kosteudenkestävät materiaalit ja peukalointia osoittavat tiivisteet lisäävät lisäsuojaa. Tehtaat testaavat pakkauksia simuloimalla pudotuksia ja iskuja ja parantavat sitten malleja palautteen ja suorituskykytietojen perusteella. Tehokas logistiikka, kuten rautateiden käyttäminen kuorma-autojen sijaan tai toimitusreittien suunnittelu tekoälyn avulla, auttaa vähentämään päästöjä ja tukemaan kestävyyttä. Nämä vaiheet varmistavat, että korkealaatuinen paperi saapuu turvallisesti ja mahdollisimman vähäisin ympäristövaikutuksin.
Paperinvalmistusprosessissa raaka-aineet muutetaan valmiiksi paperiksi useiden vaiheiden kautta: valmistelu, massan valmistus, pesu, valkaisu, arkinmuodostus, puristus, kuivaus ja viimeistely. Koneet, kuten Fourdrinier ja sylinterikoneet, varmistavat tehokkuuden ja tasaisen laadun. Laadunvalvontajärjestelmät valvovat jokaista vaihetta, kun taas kestävän kehityksen käytännöt vähentävät jätettä ja energian käyttöä. Paperinvalmistusprosessi perustuu edistykselliseen teknologiaan ja ympäristönhallintaan. Yhteenvetona voidaan todeta, että paperin valmistus edellyttää tarkkaa ohjausta, nykyaikaisia laitteita ja vahvaa sitoutumista laatuun ja kestävyyteen.
FAQ
Mikä on paperikone?
Paperinvalmistuskone muuttaa massan jatkuviksi paperiarkeiksi. Se käyttää edistyneitä säätimiä jokaisen vaiheen hallintaan arkin muodostamisesta kuivaamiseen ja viimeistelyyn. Tämä kone varmistaa korkealaatuisen, tasalaatuisen paperin moneen käyttöön.
Miten paperikone eroaa paperipussien valmistuskoneesta?
Paperinvalmistuskone luo suuria paperirullia tai -arkkeja. Paperipussien valmistuskone käyttää näitä arkkeja paperin leikkaamiseen, taittamiseen ja liimaamiseen pusseihin. Jokaisella koneella on ainutlaatuinen rooli paperituoteteollisuudessa.
Voiko paperikone tuottaa paperia kuppeihin ja pusseihin?
Kyllä. Paperinvalmistuskoneella voidaan valmistaa pohjapaperia sekä paperikupinvalmistuskoneille että paperipussien valmistuskoneille. Kone säätää paksuutta, lujuutta ja pintakäsittelyä kunkin tuotteen tarpeiden mukaan.
Mitä huoltoa paperikone vaatii?
Käyttäjien on puhdistettava, tarkastettava ja voideltava paperikone säännöllisesti. He tarkistavat kuluneet osat ja vaihtavat ne tarvittaessa. Oikea huolto pitää koneen sujuvana ja pidentää sen käyttöikää.
Ovatko paperikoneet ympäristöystävällisiä?
Nykyaikaiset paperikoneet käyttävät kierrätyskuituja, säästävät energiaa ja kierrättävät vettä. Monet tehtaat käyttävät ympäristöystävällisiä kemikaaleja ja uusiutuvaa energiaa. Nämä vaiheet auttavat vähentämään paperintuotannon ympäristövaikutuksia.