Egy papírgyártó gép a faforgácsot és az újrahasznosított anyagokat sima, kiváló minőségű lapokká alakítja át egy gondosan ellenőrzött papírgyártási folyamat révén. A modern gépek fejlett vezérlőkkel nyomon követik az egyes lépéseket, növelve a hatékonyságot és egyenletes eredményeket biztosítva.
A fenntarthatóság továbbra is kulcsfontosságú, mivel a malmok újrahasznosítják a vizet és csökkentik az energiafelhasználást.
Technológia vagy intézkedés |
Hatékonysági és minőségi fejlesztések |
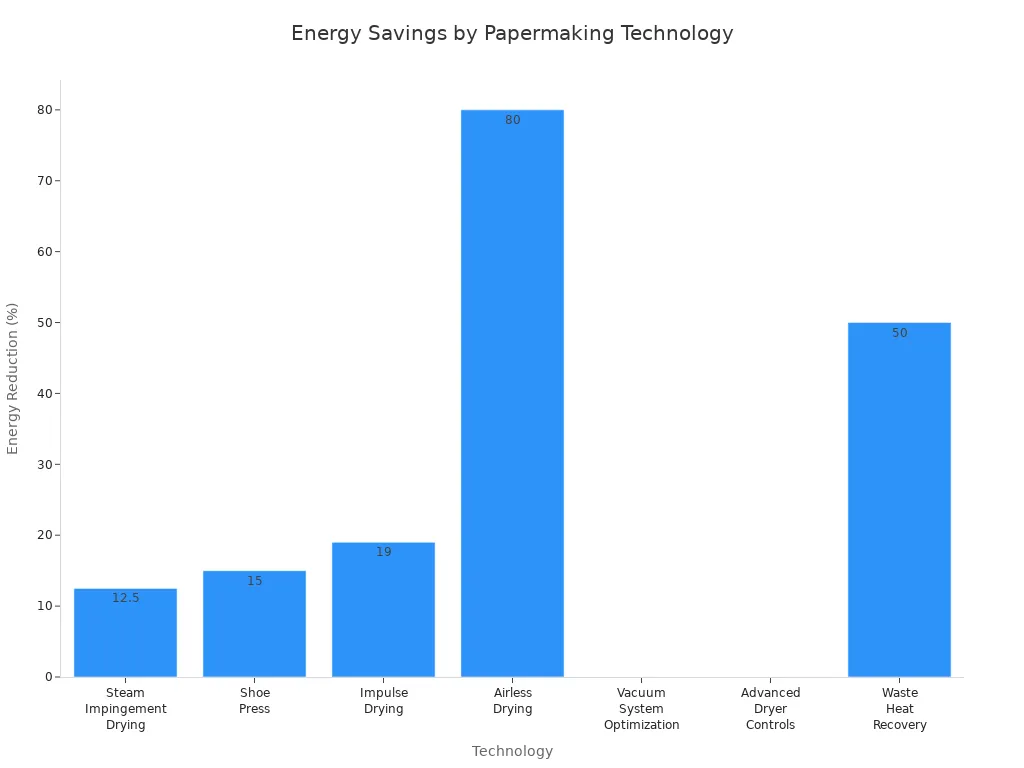
Gőz becsapódásos szárítás |
10-15% energiát takarít meg, javítja a szárítási hatékonyságot. |
Cipő (kiterjesztett nip) Press |
Csökkenti az energiafelhasználást, javítja a papír szilárdságát és minőségét. |
Impulzus szárítás |
18-20% energiát takarít meg, növeli a szárítási sebességet és a papír szárazságát. |
Airless szárítás |
70-90%-os hőenergia-csökkentést ér el, növeli a szárítási hatékonyságot. |
Vákuumos rendszer optimalizálása |
Jelentős energiát takarít meg, javítja a víztelenítés hatékonyságát. |
Speciális szárítóvezérlők |
Javítja a folyamatirányítást, javítja a papír egyenletességét. |
Hulladékhő visszanyerése szárításból |
Akár 50%-kal csökkenti az energiafelhasználást, csökkenti a költségeket és a környezetterhelést. |
A papírgyártási folyamat ezekkel az innovációkkal erős, egységes papírt állít elő, miközben támogatja a fenntarthatóságot. A papírgyártási folyamat a minőségellenőrzéseken, az erőforrás-gazdálkodáson és a technológián alapul, hogy megválaszolja a kérdést: hogyan készül a papír az elejétől a végéig?
Kulcs elvitelek
A papírgyártó gépek a faforgácsot és az újrahasznosított anyagokat sima, erős lapokká alakítják precíz lépésekkel és fejlett vezérléssel.
Az olyan nyersanyagokat, mint a cellulóz, az újrahasznosított rostok és a nem fa alapanyagok gondosan előkészítik a minőség és a fenntarthatóság érdekében.
Az alakító szakasz a pépet egyenletes lapokká formálja olyan gépekkel, mint a Fourdrinier és a hengertípusok, amelyek mindegyike különböző papírminőségekhez alkalmas.
A préselés és szárítás hatékonyan távolítja el a vizet, javítja a papír szilárdságát és energiát takarít meg a modern technológiák segítségével.
A fenntarthatóság kulcsfontosságú, hiszen a malmok környezetbarát vegyszereket használnak, újrahasznosítják a vizet, energiát takarítanak meg, és felelősségteljesen kezelik az erdőket.
Nyersanyag előkészítés
A cellulóz és a papír folyamata gondos alapanyag-előkészítéssel kezdődik. A malmok különféle forrásokat használnak papírpép előállításához. A leggyakoribb nyersanyagok a következők:
Fa cellulóz, amely uralja a globális kínálatot és biztosítja az állandó minőséget.
Újrahasznosított papír, amely egyre fontosabbá vált, mivel a gyárak a fenntarthatóságra és a továbbfejlesztett újrahasznosítási technológiára helyezik a hangsúlyt.
Nem farost, például bambusz, kender és mezőgazdasági maradványok, amelyek egyedülálló tulajdonságokkal és kisebb környezetterheléssel rendelkeznek.
Újrahasznosított szálak, amelyek csökkentik a hulladék mennyiségét és támogatják a környezetbarát termelést.
Kéregtelenítés és forgácsolás
A nyersanyag-előkészítés első lépése a rönkök apró, egységes forgácsokká alakítása. A malmok pontos sorrendet követnek:
A munkások a rönköket egy kéregtelenítő dobba adagolják. A dob megdönti a rönköket, és vízsugárral permetezi be, hogy eltávolítsa a kérget. Ez a lépés megakadályozza a szennyeződést és védi a gépeket.
A tiszta rönkök nagy sebességű aprítóba kerülnek. Az aprító éles, forgó pengékkel apró, egyenletes faforgácsra vágja a rönköket.
Az egységes forgácsméret elengedhetetlen. Hatékony főzést és egyenletes rostleválasztást biztosít a pépesítési folyamat során, ami befolyásolja a papírpép végső minőségét.
Pépesítési módszerek
A forgácsolás után a malmok különböző pépesítési eljárásokat alkalmaznak a rostok szétválasztására. A két fő típus a mechanikai és vegyi pépesítés. Az alábbi táblázat összehasonlítja a legfontosabb jellemzőket:
Vonatkozás |
Mechanikus pépesítés |
Vegyi pépesítés |
Hozam |
Magas (90-95%) |
Alacsony (40-55%) |
Papírerősség |
Alacsonyabb szilárdság |
Nagyobb erő |
Fényesség |
Alacsonyabb fényerő |
Nagyobb fényerő |
Élettartam |
Korlátozott élettartam (sárgás) |
Nagyobb élettartam |
A mechanikus pépesítés megtartja a fa tömegének nagy részét, ami magas hozamot, de gyengébb minőséget eredményez. A vegyi pépesítés eltávolítja a lignint és a szennyeződéseket, így erősebb, fényesebb és tartósabb rostok keletkeznek. A vegyi cellulózgyártás a globális cellulózgyártás több mint 70%-át teszi ki, a mechanikus cellulózgyártást főként olyan termékekhez használják, mint az újságpapír. A malmok a kívánt papírminőség és végfelhasználás alapján választják ki a cellulózkészítési eljárást.
Pépfeldolgozás
Mosás és fehérítés
A mosás és a fehérítés döntő szerepet játszik a cellulóz- és papírgyártási folyamatban. A malmok eltávolítják a szennyeződéseket a papírpépből a fényesség és a minőség javítása érdekében. A fő szennyező anyagok közé tartoznak az adszorbeálható szerves halogenidek (AOX), dioxinok, furánok, gyantasavak, klórozott ligninek, fenolos vegyületek és szintetikus szerves vegyületek. Ezek az anyagok gyakran a pépesítés és a fehérítés során végbemenő kémiai reakciókból származnak. A dolgozók mosási lépéseket alkalmaznak ezen káros anyagok eltávolítására, ami csökkenti a környezeti kibocsátást és javítja a cellulóz minőségét. A fejlett fehérítési technikák, mint például az elemi klórmentes (ECF) és a teljesen klórmentes (TCF) fehérítés, tovább csökkentik a káros maradványokat.
A gyakori fehérítőszerek közé tartozik a klór, klór-dioxid, hidrogén-peroxid és nátrium-hidroxid. A klór a ligninnel reagálva oldja azt, míg a klór-dioxid erős oxidálószerként szolgál az ECF fehérítésben. A hidrogén-peroxid élénkíti a pépet, a nátrium-hidroxid pedig segít a főzésben és a fehérítésben egyaránt. A malmok kevésbé elterjedt szereket is használnak, például peroxi-ecetsavat, kálium-peroximonoszulfátot és enzimeket, például xilanázt. A környezeti aggályok az elemi klór csökkenéséhez vezettek, mivel az dioxinokat képezhet.
Tipp: A klórmentes fehérítést és környezetbarát vegyszereket használó malmok segítik a környezet védelmét, és tisztább, kiváló minőségű papírt állítanak elő.
Finomítás és verés
A finomítás és a verés megváltoztatja a papírpép rostok szerkezetét. A kezelők mechanikus kezelést alkalmaznak a belső fibrilláció kiváltására, ami növeli a rostok duzzadását és rugalmasságát. Ez az eljárás javítja a szálak kötését és a lemezek sűrűségét. A finomítás során külső fibrilláció, finomszemcsék képződése, szálrövidülés és szálegyenesedés is előfordul. A hemicellulóz megnövekedett elérhetősége a szálfelületeken javítja a szálak közötti kötést. Ezek a változások sűrűbb lemezeket eredményeznek, nagyobb szakítószilárdsággal és merevséggel. A finomítás befolyásolja a szálak elektrokinetikai tulajdonságait és felületi töltéseit is, amelyek befolyásolják a papír minőségét. Az összhatás erősebb, merevebb és egyenletesebb papír.
Méretezés és színezés
Az enyvező- és színezőanyagok adják a papír végső tulajdonságait. A malmok természetes és szintetikus enyvezőszereket is használnak, mint például gyanta, alkil-ketén-dimer (AKD), alkenil-borostyánkősavanhidrid (ASA), keményítő és sztirol-akril. Az enyvezőszerek két kategóriába sorolhatók: belső (a péphez adva) és felületi (a lapképzés után alkalmazzák). Ezek a szerek növelik a vízállóságot azáltal, hogy hidrofób akadályokat hoznak létre, csökkentik a papír porozitását és megakadályozzák a víz behatolását. A méretezés javítja a nyomtathatóságot is azáltal, hogy javítja a tinta felszívódását és csökkenti a tinta vérzését. A megfelelő méretezéssel javulnak a mechanikai tulajdonságok, mint a szakítószilárdság, a szakítószilárdság és a hajthatóság.
A színezőanyagok, beleértve a pigmenteket és színezékeket, biztosítják a kívánt árnyalatot és fényességet. Az enyvező- és színezőanyagok kiválasztása a papír tervezett felhasználásától függ. Például az AKD alkalmas a csomagolásra, a gyanta a speciális papírokhoz, a keményítő pedig gyakori a nyomdapapírokban. A malmok olyan szereket választanak ki, amelyek biztosítják, hogy a papír megfeleljen a szilárdságra, megjelenésre és teljesítményre vonatkozó speciális követelményeknek.
Lapképzés a papírgyártó gépben
A lapképzési szakasz a szíve a papírgyártó gép . Ez a szakasz a feldolgozott pépet folyamatos lapokká alakítja, megalapozva a végső papír szilárdságát, simaságát és egyenletességét. Az alakítási folyamat a precíz vezérlésen és a fejlett tervezésen alapul a kiváló minőségű eredmények biztosítása érdekében.
Wet End és Headbox
A papírgyártó gép nedves vége előkészíti a pépzagyot a lapképzéshez. Ebben a folyamatban a fejdoboz kritikus szerepet játszik. A csővezetékből kiáramló cellulózt vékony, egyenletes sugárrá alakítja, amely a formázószövet teljes szélességében szétterül. Ez a lépés elengedhetetlen az egységes lapok előállításához.
A pépszuszpenzió először egy pulzációcsillapító tartályba kerül, ami csökkenti a nyomásingadozásokat és stabil áramlást biztosít.
A hígtrágya a nagy konzisztenciájú (HC) fejlécbe kerül, egyenletesen elosztva azt a felvonó szélességében.
Az alacsony konzisztenciájú (LC) fejléc szabályozza a pép konzisztenciáját.
A kezelők egy hígítás-szabályozó szelepet használnak a víz hozzáadásának beállításához, pontosan szabályozva a rostkoncentrációt.
A keverőkamra alaposan összekeveri a hígított pépet az egyenletes állag érdekében.
Az elosztócső egyenletesen teríti el a hígtrágyát a felfutó szélességében.
A nyugtató kamra lecsillapítja az áramlást, csökkentve a turbulenciát.
A turbulenciagenerátor újra beállítja a szabályozott turbulenciát, hogy a szálakat felfüggesztve tartsa és megakadályozza a csomósodást.
A pép egy fúvókán keresztül távozik, egyenletesen irányítva a szuszpenziót a huzalra.
A fúvókánál állítható ajkak szabályozzák a hígtrágya vastagságát és sebességét, finomhangolják az eloszlást.
A szuszpenzió végül a mozgó huzalszakaszra kerül, ahol az egyenletes száleloszlás kritikus a papír minősége szempontjából.
A fejszekrény biztosítja, hogy a pépszuszpenzió megfeleljen az alakító szövet sebességének. Ez a gondos ellenőrzés megakadályozza a szálak csomósodását, és egyenletes vastagságot tart fenn a lapon. A kezelők beállíthatják a szeletelő ajkakat és a hígítószelepeket, hogy finomhangolják az alaptömeget és a száleloszlást, ami közvetlenül befolyásolja a kész lapok egyenletességét és szilárdságát.
Megjegyzés: Az egyenletes lapképzés a nedves oldalon elengedhetetlen a jó minőségű, egyenletes tulajdonságokkal rendelkező papír előállításához.
Formázási szakasz és víz eltávolítása
Az alakító szakaszban a hígított pépzagyot egy mozgó formázószövetre, más néven huzalra öntik. Az alakító szövet áteresztő támaszként működik, lehetővé téve a víz elvezetését, miközben megtartja a szálakat. Ez a lépés jelzi a formázási folyamat kezdetét, ahol a pép folyamatos szövedékké alakul.
Az alakító szövet hálószerkezete befolyásolja a szálak lerakódását és illeszkedését. A drót alatt található gravitációs és szívódobozok segítik a víz gyors eltávolítását. Ahogy a szalag előrehalad, a vákuummal segített vízelvezetés tovább csökkenti a víztartalmat. A formázási folyamat ebben a szakaszban biztosítja, hogy a szálak egyenletesen oszlanak el, megakadályozva a csomók és gyenge pontok kialakulását a lapokon.
A kezelők számos módszert alkalmaznak a víz eltávolítására a pépből a lapképzés során:
A pépszuszpenzió nagyon alacsony, általában 0,2 tömeg% körüli szilárdanyag-tartalommal kezdődik.
A szuszpenziót keverjük a homogenitás biztosítása érdekében.
A vákuumszűrés a víz jelentős részét eltávolítja, így a szöveten a lapot képezi.
A vákuumban és hőben végzett előszárítás tovább csökkenti a nedvességet.
Ezután a lapot lehúzzuk, és ismét megszárítjuk, hogy elérjük a kívánt szárazságot.
Az alakító szakasz után a szövedék még nagy százalékban tartalmaz vizet, de sokkal szárazabb, mint a kezdeti zagy. A formázási folyamat ebben a szakaszban alapozza meg a papír szerkezetét és minőségét.
Fourdrinier és hengeres gépek
A papírgyártó gépek két fő típusa uralja az ipart: Fourdrinier és hengeres gépek. Mindegyik típus más formázási eljárást alkalmaz, és különböző minőségű papírt állít elő.
Vonatkozás |
Fourdrinier gép |
Hengeres gép |
Papírformálás |
Folyamatosan mozgó lapos dróthálón kialakított egyetlen egységes réteg. |
Több réteget alakítottak ki a részlegesen cellulóz kádakba süllyesztett, majd egymáshoz préselt forgó hengereken. |
Papír fokozatok |
Simább, vékonyabb papírokat készít, amelyek ideálisak nyomtatáshoz, íráshoz és könnyű (40-120 g/m²) papírokhoz. |
Vastagabb, többrétegű papírokat állít elő, például kartont, béléskartont és csomagolóanyagokat (120 gsm felett). |
Működési sebesség |
Nagyobb sebesség, jellemzően 1800-2000 méter percenként. |
Lassabb sebesség, jellemzően 200-600 méter percenként. |
Fiber orientáció |
A szálak főként gépirányban igazodnak, ami anizotróp szilárdságot eredményez (2:1-3:1 arány). |
A szálak egyenletesebben oszlanak el az irányok között, kiegyensúlyozott szilárdságot biztosítva (körülbelül 1,5:1 arány). |
Pép konzisztencia |
Kicsit magasabb (0,8%-1,2%), segíti a lemezképzést és a vízelvezetést. |
Alacsonyabb (0,5%-1%), amely megkönnyíti a több réteg sima rétegezését. |
Karbantartás |
A bonyolultság és a számos mozgó alkatrész miatt intenzívebb. |
Egyszerűbb mechanikai szerkezet, ritkább karbantartást igényel. |
Kimeneti jellemzők |
Egységes, sima, vékony lapokat készít finom papírokhoz és nyomtatáshoz. |
Vastagabb, erősebb többrétegű lapokat készít, amelyek alkalmasak csomagoló- és speciális papírokhoz. |
A Fourdrinier gép uralja a modernt papírgyártó gépek piaca, amely világszerte a berendezések több mint 60%-át teszi ki. Ez a gép kiválóan alkalmas sima, vékony lapok előállítására nyomtatáshoz és íráshoz. A hengeres gépeket, bár ritkábban használják, inkább vastagabb, többrétegű papírokhoz, például kartonokhoz és csomagolóanyagokhoz használják. Mindkét típusú papírgyártó gép az alakítási folyamat pontos vezérlésén alapul, hogy elérje a kívánt papírtulajdonságokat.
Tipp: A Fourdrinier és a hengeres gépek közötti választás a szükséges papírminőségtől és a végfelhasználástól függ. A Fourdrinier gépek sebességet és egyenletességet, míg a hengeres gépek szilárdságot és vastagságot biztosítanak a speciális alkalmazásokhoz.
Préselés, szárítás és kikészítés
Nyomja meg a Section gombot
A papírgyártó gép présrésze mechanikus nyomás alkalmazásával távolítja el a vizet a nedves papírszalagból. A préshengerek összenyomják a szövedéket, az abszorbens présfilcek pedig segítenek kiszívni a vizet a kapillárisok hatására. A fejlett prések, például a cipőprések növelik az alkalmazott időt és nyomást, ami javítja a víz eltávolítását és védi a papírlapot. Az alakító szakasz után a papírszalag körülbelül 60-70% vizet tartalmaz. A présrész ezt a nedvességet körülbelül 45-55%-ra csökkenti. Ez a lépés csökkenti a szárításhoz szükséges energiát, és javítja a papír minőségét és a termelés hatékonyságát.
A présgépek gyakori típusai a következők:
Szivacsprések, amelyek az egyes lapokhoz tiszta szivacsot használnak.
Egyszerű rétegelt lemez prések, C-kapcsokkal meghúzva.
Hidraulikus prések, emelőkkel vastagabb vagy több laphoz.
Vákuumos asztali prések, amelyek szívással szívják ki a vizet.
Más iparágak adaptált présgépei, például könyv- vagy virágprések.
Hordozható tantermi prések és házi prések speciális igényekhez.
Szárító részleg
A szárítórész a maradék nedvesség nagy részét eltávolítja a papírszalagról. A gőzfűtésű hengerek a kívánt nedvességtartalomig szárítják a szalagot, ami fontos a szilárdság és a stabilitás szempontjából. Az energiahatékonyság ebben a szakaszban több stratégiából ered:
A hővisszanyerő rendszerek felfogják a hulladékhőt a bejövő levegő előmelegítésére.
A szárító páraelszívó kialakítása javítja a hővisszavezetést.
A légszűrők és csatornák megfelelő karbantartása biztosítja a hatékony légáramlást.
A fejlett vezérlőrendszerek érzékelőket használnak az optimális páratartalom fenntartása érdekében.
A szárítószövetek és a gőzkezelés innovációi csökkentik az energiafelhasználást.
A modern szárítási technológiák közé tartozik a mikrohullámú szárítás és a fejlett szövetszárító rendszerek, amelyek tovább javítják a hatékonyságot és a termékminőséget.
Felületi méretezés és kalanderezés
A felületi méretezés és a kalanderezés kulcsfontosságú befejező lépések. A felületi méretezés előkészíti a papír felületét, javítja a fényerőt, a simaságot és a nyomtathatóságot. A kalanderezés összenyomja a papír felületét, csökkenti az érdességet és növeli a fényességet. Ez a folyamat megváltoztatja a szálszerkezetet, így a felület egyenletesebbé és jobbá válik a nyomtatáshoz. A kalanderberendezések gépi, szuperkalanderezett és lemezes felületkezelésű típusokat foglalnak magukban, amelyek mindegyike különböző szintű simaságot és fényességet kínál.
Tekercselés és Vágás
A befejezés után a papírt nagy, jumbo tekercsekre tekerik fel. A vágógépek ezeket a tekercseket pengék segítségével keskenyebb csíkokra vágják, majd új magokra tekerik fel. A folyamat precíz feszítésszabályozást és szalagigazító rendszereket használ a sérülések megelőzése és a konzisztencia biztosítása érdekében. Az automatizált rendszerek beállíthatják a tekercs szélességét, sűrűségét és észlelhetik a hibákat. A végtermék tovább vágható lapokra vagy kisebb tekercsekre, és készen áll a csomagolásra és a szállításra.
Minőségellenőrzés és fenntarthatóság a papírgyártási folyamatban
Valós idejű minőségellenőrzés
A modern malmok fejlett rendszereket használnak a papírgyártási folyamat nyomon követésére és a magas minőségű papír szabványok fenntartására. A minőségellenőrző rendszer (QCS) valós időben méri az olyan tulajdonságokat, mint a nedvességtartalom, a simaság, az érdesség és a kétoldalúság. Ezek a digitális eszközök azonnal összegyűjtik és elemzik az adatokat, lehetővé téve a technikusok számára a beállítások módosítását és a hibák megelőzését. A gépi tanulás és a mesterséges intelligencia ma már segít előre jelezni a problémákat, mielőtt azok bekövetkeznének, de a képzett munkaerő továbbra is felügyeli a folyamatot. A malmok ezeket a digitális rendszereket rendszeres berendezés-ellenőrzéssel kombinálják, hogy a papírgyártási folyamat megbízható és hatékony maradjon. Ez a megközelítés csökkenti az állásidőt, és állandó termékminőséget biztosít.
Minőségi paraméter kategória |
Példák a mért paraméterekre |
Fizikai tulajdonságok |
Alapsúly, vastagság, szín |
Kémiai tulajdonságok |
Nedvességtartalom, hamutartalom |
Felületi tulajdonságok |
Simaság, érdesség, fényesség, fehérség |
Szerkezeti tulajdonságok |
Kétoldalúság |
Megjegyzés: A felület tulajdonságai, például az érdesség és a fényesség befolyásolják a papír nyomtatását és megjelenését. A nedvességtartalom az erő és a stabilitás szempontjából is kritikus.
Környezetvédelmi gyakorlatok
A fenntarthatóság irányítja a papírgyártási folyamat minden lépését. A malmok biztonságosabb módszerekkel váltották fel a klóralapú fehérítést a káros vegyszerek elkerülése érdekében. Újrahasznosított rostokat és alternatív forrásokat, például bambuszt vagy mezőgazdasági hulladékot használnak az erdők védelmére és az energiafelhasználás csökkentésére. A víz-újrahasznosító rendszerek és a fejlett kezelési technológiák segítenek a malmokban kevesebb vizet használni és tisztán tartani. Sok létesítmény ma már megújuló üzemanyagokból előállított bioenergiára támaszkodik, csökkentve ezzel a szénlábnyomukat. Az automatizálás és a digitális vezérlés csökkenti a pazarlást és energiát takarít meg. A felelős beszerzés és erdőgazdálkodás támogatja a biodiverzitást és az erdőfelújítást. Az ellátási lánc fejlesztései, például az anyagok a malomhoz közelebb történő beszerzése, tovább csökkentik a papírgyártás környezeti hatásait.
Távolítsa el a klór alapú fehérítést
Használjon újrahasznosított szálakat és alternatív nyersanyagokat
Hatékonyan hasznosítsa újra és kezelje a vizet
Az energiahatékonyság javítása modern berendezésekkel
Használj megújuló bioenergiát
Felelős erdőgazdálkodás gyakorlása
Optimalizálja az ellátási láncokat az alacsonyabb kibocsátás érdekében
Tipp: A fenntartható eljárásokkal készült, jó minőségű papír kiválasztása segít a környezet védelmében.
Csomagolás és Szállítás
A malmok gondos csomagolási és szállítási módszerekkel védik a kész papírtermékeket. Olyan anyagokat használnak, mint a buborékfólia, hab és erős dobozok, hogy megakadályozzák a durva kezelésből vagy szállítás közbeni mozgásból eredő sérüléseket. Az egyedi csomagolási megoldások minden termék méretéhez és súlyához illeszkednek, csökkentve az üres helyet és a sérülés kockázatát. A nedvességálló anyagok és a sérülésmentes tömítések extra védelmet nyújtanak. A malmok az esések és ütések szimulálásával tesztelik a csomagolást, majd a visszajelzések és a teljesítményadatok alapján fejlesztik a terveket. A hatékony logisztika, például a teherautók helyett a vasút használata vagy a kézbesítési útvonalak mesterséges intelligencia segítségével történő megtervezése segít csökkenteni a károsanyag-kibocsátást és támogatja a fenntarthatóságot. Ezek a lépések biztosítják, hogy a kiváló minőségű papír biztonságosan és minimális környezetterheléssel érkezzen.
A papírgyártási folyamat a nyersanyagokat kész papírrá alakítja át több lépésben: előkészítés, péppé alakítás, mosás, fehérítés, lapképzés, préselés, szárítás és kikészítés. Az olyan gépek, mint a Fourdrinier és a hengeres gépek biztosítják a hatékonyságot és az állandó minőséget. A minőségellenőrzési rendszerek minden szakaszt felügyelnek, míg a fenntarthatósági gyakorlatok csökkentik a hulladék- és energiafelhasználást. A papírgyártási folyamat a fejlett technológián és a környezetgazdálkodáson alapul. Összefoglalva, a papírgyártás módja magában foglalja a precíz vezérlést, a modern berendezéseket, valamint a minőség és a fenntarthatóság iránti erős elkötelezettséget.
GYIK
Mi az a papírgyártó gép?
Egy papírgyártó gép a pépet folyamatos papírlapokká alakítja. Speciális vezérlőket használ az egyes lépések kezeléséhez, a lap formázásától a szárításig és a befejezésig. Ez a gép kiváló minőségű, egységes papírt biztosít számos felhasználáshoz.
Miben különbözik a papírgyártó gép a papírzacskó-gyártó géptől?
A papírgyártó gép nagy tekercseket vagy papírlapokat készít. Egy papírzacskó-készítő gép ezeket a lapokat használja papír vágására, hajtogatására és zacskóba ragasztására. Minden gép egyedi szerepet tölt be a papírtermék-iparban.
Készíthet-e papírt egy papírgyártó gép csészékhez és zacskókhoz?
Igen. Egy papírgyártó gép alappapírt készíthet mind papírpohár-, mind papírzacskó-gyártó gépekhez. A gép beállítja a vastagságot, a szilárdságot és a felületi minőséget, hogy megfeleljen az egyes termékek igényeinek.
Milyen karbantartást igényel egy papírgyártó gép?
A kezelőknek rendszeresen meg kell tisztítaniuk, ellenőrizniük és kenniük kell a papírgyártó gépet. Ellenőrzik a kopott alkatrészeket, és szükség szerint cserélik. A megfelelő karbantartás biztosítja a gép zökkenőmentes működését és meghosszabbítja élettartamát.
A papírgyártó gépek környezetbarátak?
A modern papírgyártó gépek újrahasznosított rostokat használnak, energiát takarítanak meg és vizet hasznosítanak újra. Sok malom környezetbarát vegyszereket és megújuló energiát használ. Ezek a lépések segítenek csökkenteni a papírgyártás környezeti hatását.