ஒரு காகிதம் தயாரிக்கும் இயந்திரம் மர சில்லுகள் மற்றும் மறுசுழற்சி செய்யப்பட்ட பொருட்களை கவனமாக கட்டுப்படுத்தப்பட்ட காகித உற்பத்தி செயல்முறை மூலம் மென்மையான, உயர்தர தாள்களாக மாற்றுகிறது. நவீன இயந்திரங்கள் ஒவ்வொரு அடியையும் கண்காணிக்க மேம்பட்ட கட்டுப்பாடுகளைப் பயன்படுத்துகின்றன, செயல்திறனை அதிகரிக்கின்றன மற்றும் நிலையான முடிவுகளை உறுதி செய்கின்றன.
ஆலைகள் தண்ணீரை மறுசுழற்சி செய்து ஆற்றல் பயன்பாட்டைக் குறைப்பதன் மூலம் நிலைத்தன்மை ஒரு முக்கிய மையமாக உள்ளது.
தொழில்நுட்பம் அல்லது அளவீடு |
செயல்திறன் மற்றும் தர மேம்பாடுகள் |
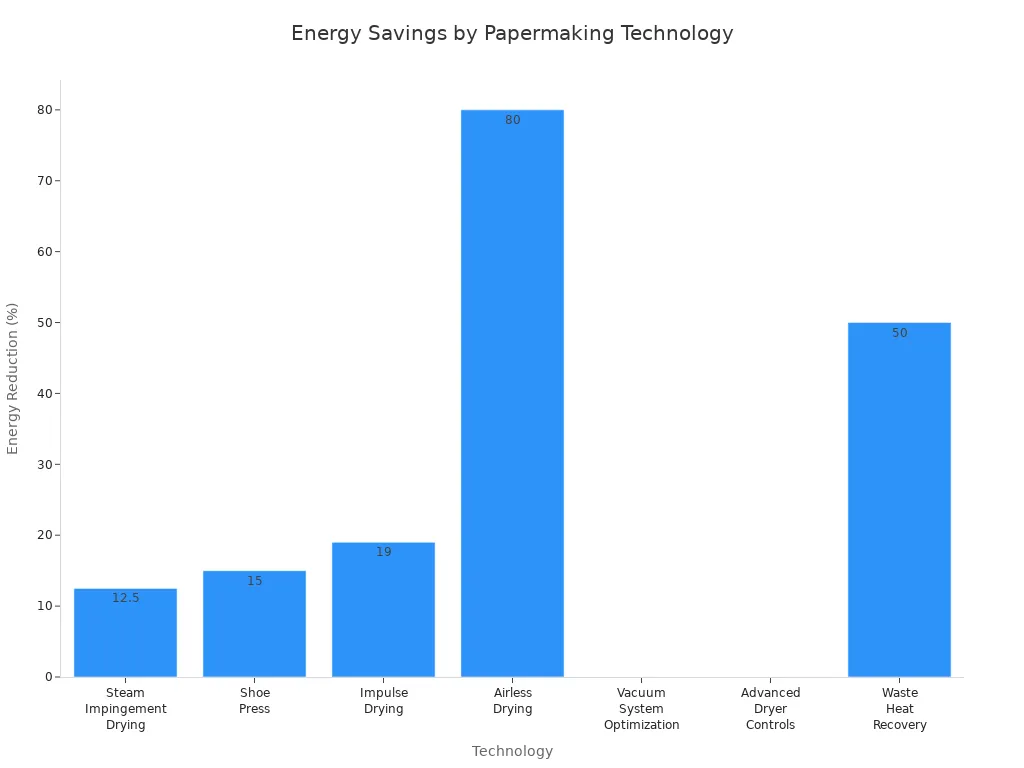
நீராவி இம்பிங்மென்ட் உலர்த்துதல் |
10-15% ஆற்றலைச் சேமிக்கிறது, உலர்த்தும் திறனை மேம்படுத்துகிறது. |
ஷூ (நீட்டிக்கப்பட்ட நிப்) அழுத்தவும் |
ஆற்றல் பயன்பாட்டைக் குறைக்கிறது, காகித வலிமை மற்றும் தரத்தை மேம்படுத்துகிறது. |
உந்துவிசை உலர்த்துதல் |
18-20% ஆற்றலைச் சேமிக்கிறது, உலர்த்தும் விகிதத்தையும் காகித வறட்சியையும் அதிகரிக்கிறது. |
காற்றற்ற உலர்த்துதல் |
70-90% வெப்ப ஆற்றல் குறைப்பை அடைகிறது, உலர்த்தும் திறனை அதிகரிக்கிறது. |
வெற்றிட அமைப்பு உகப்பாக்கம் |
கணிசமான சக்தியைச் சேமிக்கிறது, நீர்நீக்கும் திறனை மேம்படுத்துகிறது. |
மேம்பட்ட உலர்த்தி கட்டுப்பாடுகள் |
செயல்முறை கட்டுப்பாட்டை மேம்படுத்துகிறது, காகித சீரான தன்மையை அதிகரிக்கிறது. |
உலர்த்துவதில் இருந்து கழிவு வெப்ப மீட்பு |
ஆற்றல் பயன்பாட்டை 50% வரை குறைக்கிறது, செலவுகள் மற்றும் சுற்றுச்சூழல் தாக்கத்தை குறைக்கிறது. |
பேப்பர்மேக்கிங் செயல்முறையானது, நிலைத்தன்மையை ஆதரிக்கும் அதே வேளையில் வலுவான, சீரான காகிதத்தை வழங்குவதற்கு இந்த கண்டுபிடிப்புகளைப் பயன்படுத்துகிறது. காகித உற்பத்தி செயல்முறையானது தர சோதனைகள், வள மேலாண்மை மற்றும் தொழில்நுட்பம் ஆகியவற்றின் அடிப்படையில் கேள்விக்கு பதிலளிக்கிறது: தொடக்கத்தில் இருந்து இறுதி வரை காகிதம் எவ்வாறு தயாரிக்கப்படுகிறது?
முக்கிய எடுக்கப்பட்டவை
காகிதம் தயாரிக்கும் இயந்திரங்கள் மரச் சில்லுகள் மற்றும் மறுசுழற்சி செய்யப்பட்ட பொருட்களை துல்லியமான படிகள் மற்றும் மேம்பட்ட கட்டுப்பாடுகள் மூலம் மென்மையான, வலுவான தாள்களாக மாற்றுகின்றன.
மரக் கூழ், மறுசுழற்சி செய்யப்பட்ட இழைகள் மற்றும் மரமற்ற ஆதாரங்கள் போன்ற மூலப்பொருட்கள் தரம் மற்றும் நிலைத்தன்மையை உறுதிப்படுத்த கவனமாக தயாரிக்கப்படுகின்றன.
ஃபோர்டினியர் மற்றும் சிலிண்டர் வகைகள் போன்ற இயந்திரங்களைப் பயன்படுத்தி, வெவ்வேறு காகிதத் தரங்களுக்குப் பொருத்தமான கூழ்களை ஒரே மாதிரியான தாள்களாக உருவாக்கும் பிரிவு வடிவமைக்கிறது.
அழுத்தி உலர்த்துவது தண்ணீரை திறமையாக நீக்குகிறது, காகித வலிமையை மேம்படுத்துகிறது மற்றும் நவீன தொழில்நுட்பங்களுடன் ஆற்றலைச் சேமிக்கிறது.
சுற்றுச்சூழல் நட்பு இரசாயனங்களைப் பயன்படுத்துதல், தண்ணீரை மறுசுழற்சி செய்தல், ஆற்றலைச் சேமிப்பது மற்றும் காடுகளை பொறுப்புடன் நிர்வகித்தல் போன்றவற்றுடன் நிலைத்தன்மை முக்கியமானது.
மூலப்பொருள் தயாரிப்பு
கூழ் மற்றும் காகித செயல்முறை கவனமாக மூலப்பொருள் தயாரிப்பில் தொடங்குகிறது. காகித கூழ் உருவாக்க ஆலைகள் பல்வேறு ஆதாரங்களைப் பயன்படுத்துகின்றன. மிகவும் பொதுவான மூலப்பொருட்கள் பின்வருமாறு:
மரக் கூழ், இது உலகளாவிய விநியோகத்தில் ஆதிக்கம் செலுத்துகிறது மற்றும் நிலையான தரத்தை உறுதி செய்கிறது.
மறுசுழற்சி செய்யப்பட்ட காகிதம், ஆலைகள் நிலைத்தன்மை மற்றும் மேம்படுத்தப்பட்ட மறுசுழற்சி தொழில்நுட்பத்தில் கவனம் செலுத்துவதால் மிகவும் முக்கியமானதாகிவிட்டது.
மூங்கில், சணல் மற்றும் விவசாய எச்சங்கள் போன்ற மரமற்ற இழைகள் தனித்துவமான குணங்கள் மற்றும் குறைந்த சுற்றுச்சூழல் தாக்கத்தை வழங்குகின்றன.
மறுசுழற்சி செய்யப்பட்ட இழைகள், கழிவுகளைக் குறைக்க உதவுகின்றன மற்றும் சுற்றுச்சூழல் நட்பு உற்பத்தியை ஆதரிக்கின்றன.
டிபார்க்கிங் மற்றும் சிப்பிங்
மூலப்பொருள் தயாரிப்பின் முதல் படி, பதிவுகளை சிறிய, சீரான சில்லுகளாக மாற்றுவதை உள்ளடக்கியது. ஆலைகள் ஒரு துல்லியமான வரிசையைப் பின்பற்றுகின்றன:
தொழிலாளர்கள் ஒரு டிபார்க்கிங் டிரம்மில் பதிவுகளை ஊட்டுகிறார்கள். டிரம் மரப்பட்டைகளை துடைத்து, பட்டையை அகற்ற நீர் ஜெட் மூலம் அவற்றை தெளிக்கிறது. இந்த நடவடிக்கை மாசுபடுவதைத் தடுக்கிறது மற்றும் இயந்திரங்களைப் பாதுகாக்கிறது.
சுத்தமான பதிவுகள் அதிவேக சிப்பருக்கு நகரும். சிப்பர், கூர்மையான, சுழலும் கத்திகளைப் பயன்படுத்தி, மரத்துண்டுகளை சிறிய, மரச் சில்லுகளாக வெட்டுகிறது.
சீரான சிப் அளவு அவசியம். இது திறம்பட சமைப்பதையும், கூழ் தயாரிக்கும் போது சீரான ஃபைபர் பிரிப்பையும் உறுதி செய்கிறது, இது காகிதக் கூழின் இறுதித் தரத்தை பாதிக்கிறது.
கூழ் முறைகள்
சிப்பிங் செய்த பிறகு, ஆலைகள் இழைகளைப் பிரிக்க வெவ்வேறு கூழ் முறைகளைப் பயன்படுத்துகின்றன. இரண்டு முக்கிய வகைகள் இயந்திர மற்றும் இரசாயன கூழ். கீழே உள்ள அட்டவணை அவற்றின் முக்கிய அம்சங்களை ஒப்பிடுகிறது:
அம்சம் |
இயந்திர கூழ் |
இரசாயனக் கூழ் |
மகசூல் |
அதிக (90-95%) |
குறைந்த (40-55%) |
காகித வலிமை |
குறைந்த வலிமை |
அதிக வலிமை |
பிரகாசம் |
குறைந்த பிரகாசம் |
அதிக பிரகாசம் |
ஆயுட்காலம் |
வரையறுக்கப்பட்ட ஆயுட்காலம் (மஞ்சள்) |
அதிக ஆயுட்காலம் |
இயந்திர கூழ் மரத்தின் பெரும்பகுதியை வைத்திருக்கிறது, இதன் விளைவாக அதிக மகசூல் ஆனால் தரம் குறைவாக உள்ளது. இரசாயன கூழ் லிக்னின் மற்றும் அசுத்தங்களை நீக்குகிறது, வலுவான, பிரகாசமான மற்றும் நீண்ட கால இழைகளை உருவாக்குகிறது. உலகளாவிய கூழ் உற்பத்தியில் 70% க்கும் அதிகமான இரசாயன கூழ் உள்ளது, முக்கியமாக செய்தித்தாள் போன்ற தயாரிப்புகளுக்கு இயந்திர கூழ் பயன்படுத்தப்படுகிறது. ஆலைகள் தேவையான காகிதத் தரம் மற்றும் இறுதிப் பயன்பாட்டின் அடிப்படையில் கூழ் தயாரிக்கும் செயல்முறையைத் தேர்வு செய்கின்றன.
கூழ் செயலாக்கம்
கழுவுதல் மற்றும் ப்ளீச்சிங்
கூழ் மற்றும் காகித செயல்பாட்டில் கழுவுதல் மற்றும் ப்ளீச்சிங் ஒரு முக்கிய பங்கு வகிக்கிறது. ஆலைகள் பிரகாசம் மற்றும் தரத்தை மேம்படுத்த காகித கூழில் இருந்து அசுத்தங்களை நீக்குகின்றன. முக்கிய அசுத்தங்கள் உறிஞ்சக்கூடிய கரிம ஹலைடுகள் (AOX), டையாக்ஸின்கள், ஃபுரான்கள், பிசின் அமிலங்கள், குளோரினேட்டட் லிக்னின்கள், பினோலிக் கலவைகள் மற்றும் செயற்கை கரிம சேர்மங்கள் ஆகியவை அடங்கும். இந்த பொருட்கள் பெரும்பாலும் கூழ் மற்றும் ப்ளீச்சிங் போது இரசாயன எதிர்வினைகள் விளைவாக. இந்த தீங்கு விளைவிக்கும் பொருட்களை அகற்றுவதற்கு தொழிலாளர்கள் சலவை படிகளைப் பயன்படுத்துகின்றனர், இது சுற்றுச்சூழல் வெளியேற்றத்தை குறைக்கிறது மற்றும் கூழ் தரத்தை அதிகரிக்கிறது. அடிப்படை குளோரின் இல்லாத (ECF) மற்றும் முற்றிலும் குளோரின் இல்லாத (TCF) ப்ளீச்சிங் போன்ற மேம்பட்ட ப்ளீச்சிங் நுட்பங்கள், தீங்கு விளைவிக்கும் எச்சங்களை மேலும் குறைக்கின்றன.
குளோரின், குளோரின் டை ஆக்சைடு, ஹைட்ரஜன் பெராக்சைடு மற்றும் சோடியம் ஹைட்ராக்சைடு ஆகியவை பொதுவான ப்ளீச்சிங் முகவர்களில் அடங்கும். குளோரின் லிக்னினுடன் வினைபுரிந்து அதைக் கரைக்கிறது, அதே சமயம் குளோரின் டை ஆக்சைடு ECF ப்ளீச்சிங்கில் சக்திவாய்ந்த ஆக்ஸிஜனேற்ற முகவராக செயல்படுகிறது. ஹைட்ரஜன் பெராக்சைடு கூழ் பிரகாசமாக்குகிறது, மேலும் சோடியம் ஹைட்ராக்சைடு சமையல் மற்றும் ப்ளீச்சிங் ஆகிய இரண்டிற்கும் உதவுகிறது. ஆலைகள் பெராக்ஸிஅசெடிக் அமிலம், பொட்டாசியம் பெராக்ஸிமோனோசல்பேட் மற்றும் சைலனேஸ் போன்ற நொதிகள் போன்ற குறைவான பொதுவான முகவர்களைப் பயன்படுத்துகின்றன. சுற்றுச்சூழல் கவலைகள் தனிம குளோரின் பயன்பாட்டைக் குறைக்க வழிவகுத்தது, ஏனெனில் இது டையாக்ஸின்களை உருவாக்குகிறது.
உதவிக்குறிப்பு: குளோரின் இல்லாத ப்ளீச்சிங் மற்றும் சுற்றுச்சூழல் நட்பு இரசாயனங்களைப் பயன்படுத்தும் ஆலைகள் சுற்றுச்சூழலைப் பாதுகாக்க உதவுகின்றன மற்றும் தூய்மையான, உயர்தர காகிதத்தை தயாரிக்க உதவுகின்றன.
சுத்திகரிப்பு மற்றும் அடித்தல்
சுத்திகரிப்பு மற்றும் அடிப்பது காகித கூழ் இழைகளின் கட்டமைப்பை மாற்றுகிறது. ஆபரேட்டர்கள் உள் ஃபைப்ரிலேஷனைத் தூண்டுவதற்கு இயந்திர சிகிச்சையைப் பயன்படுத்துகின்றனர், இது நார் வீக்கம் மற்றும் நெகிழ்வுத்தன்மையை அதிகரிக்கிறது. இந்த செயல்முறை ஃபைபர் பிணைப்பு மற்றும் தாள் அடர்த்தியை மேம்படுத்துகிறது. சுத்திகரிப்பின் போது வெளிப்புற ஃபைப்ரிலேஷன், ஃபைன்ஸ் உருவாக்கம், ஃபைபர் ஷார்ட்டனிங் மற்றும் ஃபைபர் ஸ்ட்ரெய்டனிங் ஆகியவையும் நிகழ்கின்றன. ஃபைபர் பரப்புகளில் ஹெமிசெல்லுலோஸின் அதிகரிப்பு ஃபைபர்-டு-ஃபைபர் பிணைப்பை மேம்படுத்துகிறது. இந்த மாற்றங்கள் அதிக இழுவிசை வலிமை மற்றும் விறைப்புத்தன்மை கொண்ட அடர்த்தியான தாள்களில் விளைகின்றன. சுத்திகரிப்பு இழைகளின் எலக்ட்ரோகினெடிக் பண்புகள் மற்றும் மேற்பரப்பு கட்டணங்களையும் பாதிக்கிறது, இது காகிதத்தின் தரத்தை பாதிக்கிறது. ஒட்டுமொத்த விளைவு வலுவானது, கடினமானது மற்றும் ஒரே மாதிரியான காகிதமாகும்.
அளவு மற்றும் வண்ணமயமாக்கல்
அளவு மற்றும் வண்ணமயமாக்கல் முகவர்கள் காகிதத்தின் இறுதி பண்புகளை வழங்குகின்றன. ஆலைகள் ரோசின், அல்கைல் கெட்டீன் டைமர் (AKD), அல்கெனைல் சுசினிக் அன்ஹைட்ரைடு (ASA), ஸ்டார்ச் மற்றும் ஸ்டைரீன் அக்ரிலிக் போன்ற இயற்கை மற்றும் செயற்கை அளவீட்டு முகவர்களைப் பயன்படுத்துகின்றன. அளவீட்டு முகவர்கள் இரண்டு வகைகளாகப் பிரிக்கப்படுகின்றன: உள் (கூழ் சேர்க்கப்பட்டது) மற்றும் மேற்பரப்பு (தாள் உருவான பிறகு பயன்படுத்தப்படுகிறது). இந்த முகவர்கள் ஹைட்ரோபோபிக் தடைகளை உருவாக்குவதன் மூலம் நீர் எதிர்ப்பை அதிகரிக்கின்றன, காகித போரோசிட்டியைக் குறைக்கின்றன மற்றும் நீர் ஊடுருவலைத் தடுக்கின்றன. மை உறிஞ்சுதலை அதிகரிப்பதன் மூலமும், மை இரத்தப்போக்கைக் குறைப்பதன் மூலமும் அச்சிடும் தன்மையை அளவிடுதல் மேம்படுத்துகிறது. இழுவிசை வலிமை, கண்ணீர் எதிர்ப்பு மற்றும் மடிப்புத்தன்மை போன்ற இயந்திர பண்புகள் சரியான அளவுடன் மேம்படும்.
நிறமிகள் மற்றும் சாயங்கள் உள்ளிட்ட வண்ண முகவர்கள் விரும்பிய நிழலையும் பிரகாசத்தையும் வழங்குகின்றன. அளவு மற்றும் வண்ணமயமாக்கல் முகவர்களின் தேர்வு காகிதத்தின் நோக்கத்தைப் பொறுத்தது. எடுத்துக்காட்டாக, AKD பேக்கேஜிங்கிற்கு ஏற்றது, ரோசின் சிறப்புத் தாள்களுக்கு வேலை செய்கிறது, மற்றும் ஸ்டார்ச் அச்சடிக்கும் காகிதங்களில் பொதுவானது. காகிதம் வலிமை, தோற்றம் மற்றும் செயல்திறனுக்கான குறிப்பிட்ட தேவைகளைப் பூர்த்தி செய்வதை உறுதிசெய்ய ஆலைகள் முகவர்களைத் தேர்ந்தெடுக்கின்றன.
காகிதம் தயாரிக்கும் இயந்திரத்தில் தாள் உருவாக்கம்
தாள் உருவாக்கம் நிலை இதயம் காகிதம் தயாரிக்கும் இயந்திரம் . இந்த நிலை பதப்படுத்தப்பட்ட கூழ் தொடர்ச்சியான தாள்களாக மாற்றுகிறது, இறுதி காகிதத்தின் வலிமை, மென்மை மற்றும் சீரான தன்மைக்கு அடித்தளத்தை அமைக்கிறது. உருவாக்கும் செயல்முறை துல்லியமான கட்டுப்பாடு மற்றும் உயர்தர முடிவுகளை உறுதி செய்ய மேம்பட்ட பொறியியல் சார்ந்துள்ளது.
வெட் எண்ட் மற்றும் ஹெட்பாக்ஸ்
காகிதம் தயாரிக்கும் இயந்திரத்தின் ஈரமான முனையானது தாள் உருவாக்கத்திற்கு கூழ் குழம்பை தயார் செய்கிறது. இந்த செயல்பாட்டில் ஹெட்பாக்ஸ் முக்கிய பங்கு வகிக்கிறது. இது குழாயிலிருந்து கூழ் ஓட்டத்தை ஒரு மெல்லிய, சீரான ஜெட் ஆக மாற்றுகிறது, இது உருவாக்கும் துணியின் முழு அகலத்திலும் பரவுகிறது. சீரான தாள்களை தயாரிப்பதற்கு இந்த படி அவசியம்.
கூழ் குழம்பு முதலில் ஒரு துடிப்பு தணிக்கும் தொட்டியில் நுழைகிறது, இது அழுத்தம் ஏற்ற இறக்கங்களைக் குறைக்கிறது மற்றும் நிலையான ஓட்டத்தை உறுதி செய்கிறது.
குழம்பு உயர் நிலைத்தன்மை (HC) தலைப்புக்கு நகர்கிறது, ஹெட்பாக்ஸ் அகலம் முழுவதும் சமமாக விநியோகிக்கப்படுகிறது.
குறைந்த நிலைத்தன்மை (LC) தலைப்பு கூழ் நிலைத்தன்மையைக் கட்டுப்படுத்துகிறது.
ஃபைபர் செறிவைத் துல்லியமாகக் கட்டுப்படுத்தி, நீர்ச் சேர்க்கையைச் சரிசெய்வதற்கு ஆபரேட்டர்கள் நீர்த்தக் கட்டுப்பாட்டு வால்வைப் பயன்படுத்துகின்றனர்.
கலவை அறையானது ஒரே மாதிரியான நிலைத்தன்மைக்காக நீர்த்த கூழ்களை நன்கு கலக்கிறது.
விநியோக குழாய் ஹெட்பாக்ஸ் அகலம் முழுவதும் குழம்புகளை சமமாக பரப்புகிறது.
அமைதியான அறை ஓட்டத்தை அமைதிப்படுத்துகிறது, கொந்தளிப்பைக் குறைக்கிறது.
ஒரு டர்புலன்ஸ் ஜெனரேட்டர், இழைகளை இடைநிறுத்துவதற்கும், கொத்துவதைத் தடுப்பதற்கும் கட்டுப்படுத்தப்பட்ட கொந்தளிப்பை மீண்டும் அறிமுகப்படுத்துகிறது.
கூழ் ஒரு முனை வழியாக வெளியேறுகிறது, குழம்பு கம்பி மீது சமமாக செலுத்துகிறது.
முனையில் உள்ள அனுசரிப்பு உதடுகள் குழம்பின் தடிமன் மற்றும் வேகம், நன்றாகச் சரிப்படுத்தும் விநியோகத்தைக் கட்டுப்படுத்துகின்றன.
ஸ்லரி இறுதியாக நகரும் கம்பி பிரிவில் டெபாசிட் செய்யப்படுகிறது, அங்கு சீரான ஃபைபர் விநியோகம் காகித தரத்திற்கு முக்கியமானது.
கூழ் குழம்பு உருவாகும் துணியின் வேகத்துடன் பொருந்துவதை ஹெட்பாக்ஸ் உறுதி செய்கிறது. இந்த கவனமான கட்டுப்பாடு ஃபைபர் க்ளம்பிங்கைத் தடுக்கிறது மற்றும் தாள் முழுவதும் ஒரே தடிமன் பராமரிக்கிறது. ஆபரேட்டர்கள் ஸ்லைஸ் லிப்ஸ் மற்றும் நீர்த்த வால்வுகளை அடிப்படை எடை மற்றும் ஃபைபர் விநியோகத்தை நன்றாக மாற்றிக்கொள்ளலாம், இது முடிக்கப்பட்ட தாள்களின் சீரான தன்மை மற்றும் வலிமையை நேரடியாக பாதிக்கிறது.
குறிப்பு: சீரான பண்புகளுடன் உயர்தர காகிதத்தை தயாரிப்பதற்கு ஈரமான முனையில் சீரான தாள் உருவாக்கம் அவசியம்.
பிரிவு மற்றும் நீர் அகற்றுதல்
உருவாக்கும் பிரிவில், நீர்த்த கூழ் குழம்பு ஒரு நகரும் உருவாக்கும் துணி மீது ஊற்றப்படுகிறது, இது கம்பி என்றும் அழைக்கப்படுகிறது. உருவாக்கும் துணி ஒரு ஊடுருவக்கூடிய ஆதரவாக செயல்படுகிறது, இழைகளைத் தக்க வைத்துக் கொள்ளும்போது தண்ணீரை வெளியேற்ற அனுமதிக்கிறது. இந்த படி உருவாக்கும் செயல்முறையின் தொடக்கத்தைக் குறிக்கிறது, அங்கு கூழ் ஒரு தொடர்ச்சியான வலையாக மாறுகிறது.
உருவாகும் துணியின் கண்ணி அமைப்பு இழைகள் எவ்வாறு நிலைபெறுகிறது மற்றும் சீரமைக்கப்படுகிறது என்பதைப் பாதிக்கிறது. கம்பியின் அடியில் உள்ள ஈர்ப்பு மற்றும் உறிஞ்சும் பெட்டிகள் தண்ணீரை விரைவாக அகற்ற உதவுகின்றன. வலை முன்னோக்கி நகரும் போது, வெற்றிட-உதவி வடிகால் நீரின் உள்ளடக்கத்தை மேலும் குறைக்கிறது. இந்த கட்டத்தில் உருவாகும் செயல்முறை இழைகள் சமமாக விநியோகிக்கப்படுவதை உறுதி செய்கிறது, தாள்களில் கொத்துகள் மற்றும் பலவீனமான புள்ளிகளைத் தடுக்கிறது.
தாள் உருவாக்கத்தின் போது கூழிலிருந்து தண்ணீரை அகற்ற ஆபரேட்டர்கள் பல முறைகளைப் பயன்படுத்துகின்றனர்:
கூழ் இடைநீக்கம் மிகவும் குறைந்த திடமான உள்ளடக்கத்துடன் தொடங்குகிறது, பொதுவாக எடையில் 0.2%.
ஒரே மாதிரியான தன்மையை உறுதிப்படுத்த இடைநீக்கம் அசைக்கப்படுகிறது.
வெற்றிட வடிகட்டுதல் தண்ணீரின் குறிப்பிடத்தக்க பகுதியை நீக்குகிறது, துணி மீது தாளை உருவாக்குகிறது.
வெற்றிட மற்றும் வெப்பத்தின் கீழ் முன்கூட்டியே உலர்த்துவது ஈரப்பதத்தை மேலும் குறைக்கிறது.
பின்னர் தாள் உரிக்கப்பட்டு, விரும்பிய வறட்சியை அடைய மீண்டும் உலர்த்தப்படுகிறது.
உருவாக்கும் பகுதிக்குப் பிறகு, வலையில் இன்னும் அதிக சதவீத நீர் உள்ளது, ஆனால் இது ஆரம்ப குழம்பைக் காட்டிலும் மிகவும் வறண்டது. இந்த கட்டத்தில் உருவாக்கும் செயல்முறை காகிதத்தின் கட்டமைப்பு மற்றும் தரத்திற்கான அடித்தளத்தை அமைக்கிறது.
Fourdrinier மற்றும் சிலிண்டர் இயந்திரங்கள்
இரண்டு முக்கிய வகையான காகிதம் தயாரிக்கும் இயந்திரங்கள் தொழில்துறையில் ஆதிக்கம் செலுத்துகின்றன: ஃபோர்ட்ரைனியர் மற்றும் சிலிண்டர் இயந்திரங்கள். ஒவ்வொரு வகையும் வெவ்வேறு உருவாக்கும் செயல்முறையைப் பயன்படுத்துகிறது மற்றும் வெவ்வேறு தர காகிதங்களை உருவாக்குகிறது.
அம்சம் |
Fourdrinier இயந்திரம் |
சிலிண்டர் இயந்திரம் |
காகித உருவாக்கம் |
தொடர்ச்சியாக நகரும் தட்டையான கம்பி வலையில் ஒற்றை சீரான அடுக்கு உருவாகிறது. |
சுழலும் சிலிண்டர்களில் பல அடுக்குகள் உருவாகின்றன, அவை கூழ் வாட்களில் ஓரளவு மூழ்கி, பின்னர் ஒன்றாக அழுத்தப்படுகின்றன. |
காகித தரங்கள் |
அச்சிடுவதற்கும், எழுதுவதற்கும் மற்றும் இலகுரக தரங்களுக்கு (40-120 ஜிஎஸ்எம்) மென்மையான, மெல்லிய காகிதங்களை உருவாக்குகிறது. |
அட்டை, லைனர்போர்டு மற்றும் பேக்கேஜிங் பொருட்கள் (120 ஜிஎஸ்எம்க்கு மேல்) போன்ற தடிமனான, பல அடுக்கு காகிதங்களை உற்பத்தி செய்கிறது. |
இயக்க வேகம் |
அதிக வேகம், பொதுவாக நிமிடத்திற்கு 1800-2000 மீட்டர். |
மெதுவான வேகம், பொதுவாக நிமிடத்திற்கு 200-600 மீட்டர். |
ஃபைபர் நோக்குநிலை |
இழைகள் முக்கியமாக இயந்திர திசையில் சீரமைக்கப்படுகின்றன, இதன் விளைவாக அனிசோட்ரோபிக் வலிமை (2:1 முதல் 3:1 விகிதம்) ஏற்படுகிறது. |
இழைகள் திசைகளில் மிகவும் சமமாக விநியோகிக்கப்படுகின்றன, இது சமநிலையான வலிமையை வழங்குகிறது (சுமார் 1.5:1 விகிதம்). |
கூழ் நிலைத்தன்மை |
சற்று அதிகமாக (0.8%-1.2%), தாள் உருவாக்கம் மற்றும் வடிகால் உதவுகிறது. |
கீழ் (0.5%-1%), பல அடுக்குகளின் மென்மையான அடுக்குகளை எளிதாக்குகிறது. |
பராமரிப்பு |
சிக்கலான தன்மை மற்றும் பல நகரும் பாகங்கள் காரணமாக மிகவும் தீவிரமானது. |
எளிமையான இயந்திர அமைப்பு, குறைவான அடிக்கடி பராமரிப்பு தேவைப்படுகிறது. |
வெளியீட்டு பண்புகள் |
மெல்லிய தாள்கள் மற்றும் அச்சிடுவதற்கு ஏற்ற சீரான, மென்மையான, மெல்லிய தாள்களை உருவாக்குகிறது. |
பேக்கேஜிங் மற்றும் சிறப்புத் தாள்களுக்கு ஏற்ற தடிமனான, வலுவான பல அடுக்கு தாள்களை உருவாக்குகிறது. |
Fourdrinier இயந்திரம் நவீன ஆதிக்கம் செலுத்துகிறது காகிதம் தயாரிக்கும் இயந்திர சந்தை, உலகளவில் 60% க்கும் அதிகமான நிறுவல்களைக் கொண்டுள்ளது. அச்சிடுவதற்கும் எழுதுவதற்கும் மென்மையான, மெல்லிய தாள்களை தயாரிப்பதில் இந்த இயந்திரம் சிறந்து விளங்குகிறது. சிலிண்டர் இயந்திரங்கள், குறைவான பொதுவானவை என்றாலும், அட்டை மற்றும் பேக்கேஜிங் பொருட்கள் போன்ற தடிமனான, பல அடுக்கு காகிதங்களுக்கு விரும்பப்படுகின்றன. இரண்டு வகையான காகித தயாரிப்பு இயந்திரங்களும் விரும்பிய காகித பண்புகளை அடைய உருவாக்கும் செயல்முறையின் துல்லியமான கட்டுப்பாட்டை நம்பியுள்ளன.
உதவிக்குறிப்பு: Fourdrinier மற்றும் சிலிண்டர் இயந்திரங்களுக்கு இடையேயான தேர்வு, தேவையான காகித தரம் மற்றும் இறுதிப் பயன்பாட்டைப் பொறுத்தது. Fourdrinier இயந்திரங்கள் வேகம் மற்றும் சீரான தன்மையை வழங்குகின்றன, சிலிண்டர் இயந்திரங்கள் சிறப்பு பயன்பாடுகளுக்கு வலிமை மற்றும் தடிமன் ஆகியவற்றை வழங்குகின்றன.
அழுத்துதல், உலர்த்துதல் மற்றும் முடித்தல்
பத்திரிகை பிரிவு
காகிதம் தயாரிக்கும் இயந்திரத்தின் அழுத்தப் பிரிவு இயந்திர அழுத்தத்தைப் பயன்படுத்துவதன் மூலம் ஈரமான காகித வலையிலிருந்து தண்ணீரை நீக்குகிறது. பிரஸ் ரோல்ஸ் வலையை அழுத்துகிறது, மேலும் உறிஞ்சும் அழுத்தும் ஃபெல்ட்கள் தந்துகி நடவடிக்கை மூலம் தண்ணீரை வெளியேற்ற உதவுகின்றன. ஷூ பிரஸ்கள் போன்ற மேம்பட்ட அழுத்தங்கள், பயன்படுத்தப்படும் நேரத்தையும் அழுத்தத்தையும் அதிகரிக்கின்றன, இது தண்ணீரை அகற்றுவதை மேம்படுத்துகிறது மற்றும் காகிதத் தாளைப் பாதுகாக்கிறது. உருவாக்கும் பகுதிக்குப் பிறகு, காகித வலையில் சுமார் 60-70% தண்ணீர் உள்ளது. பத்திரிகை பிரிவு இந்த ஈரப்பதத்தை 45-55% ஆக குறைக்கிறது. இந்த நடவடிக்கை உலர்த்துவதற்குத் தேவையான ஆற்றலைக் குறைக்கிறது மற்றும் காகிதத்தின் தரம் மற்றும் உற்பத்தி திறன் இரண்டையும் மேம்படுத்துகிறது.
அழுத்தங்களின் பொதுவான வகைகள் பின்வருமாறு:
கடற்பாசி அழுத்தங்கள், இது தனிப்பட்ட தாள்களுக்கு சுத்தமான கடற்பாசியைப் பயன்படுத்துகிறது.
எளிய ஒட்டு பலகை அழுத்தங்கள், சி-கிளாம்ப்களால் இறுக்கப்படுகின்றன.
ஹைட்ராலிக் அழுத்தங்கள், தடிமனான அல்லது பல தாள்களுக்கு ஜாக்குகளைப் பயன்படுத்துகின்றன.
வெற்றிட அட்டவணை அழுத்தங்கள், இது உறிஞ்சுதலைப் பயன்படுத்தி தண்ணீரை வெளியேற்றுகிறது.
புத்தகம் அல்லது மலர் அச்சகம் போன்ற பிற தொழில்களில் இருந்து தழுவிய அச்சகங்கள்.
குறிப்பிட்ட தேவைகளுக்காக கையடக்க வகுப்பறை அழுத்தங்கள் மற்றும் வீட்டில் தயாரிக்கப்பட்ட அச்சகங்கள்.
உலர்த்தும் பிரிவு
உலர்த்தும் பகுதி காகித வலையிலிருந்து மீதமுள்ள ஈரப்பதத்தை நீக்குகிறது. நீராவி-சூடாக்கப்பட்ட சிலிண்டர்கள் வலையை விரும்பிய ஈரப்பதத்திற்கு உலர்த்துகின்றன, இது வலிமை மற்றும் நிலைத்தன்மைக்கு முக்கியமானது. இந்த கட்டத்தில் ஆற்றல் திறன் பல உத்திகளில் இருந்து வருகிறது:
வெப்ப மீட்பு அமைப்புகள் உள்வரும் காற்றை முன்-சூடாக்குவதற்கு கழிவு வெப்பத்தைப் பிடிக்கின்றன.
உலர்த்தி ஹூட் வடிவமைப்புகள் வெப்ப மறுசுழற்சியை மேம்படுத்துகின்றன.
காற்று வடிகட்டிகள் மற்றும் குழாய்களின் சரியான பராமரிப்பு திறமையான காற்றோட்டத்தை உறுதி செய்கிறது.
மேம்பட்ட கட்டுப்பாட்டு அமைப்புகள் உகந்த ஈரப்பதத்தை பராமரிக்க சென்சார்களைப் பயன்படுத்துகின்றன.
உலர்த்தி துணிகள் மற்றும் நீராவி மேலாண்மையில் புதுமைகள் ஆற்றல் பயன்பாட்டை குறைக்கின்றன.
நவீன உலர்த்தும் தொழில்நுட்பங்களில் நுண்ணலை உலர்த்துதல் மற்றும் மேம்பட்ட திசு உலர்த்தும் அமைப்புகள் ஆகியவை அடங்கும், இது செயல்திறன் மற்றும் தயாரிப்பு தரத்தை மேலும் மேம்படுத்துகிறது.
மேற்பரப்பு அளவு மற்றும் காலெண்டரிங்
மேற்பரப்பு அளவு மற்றும் காலெண்டரிங் ஆகியவை முக்கிய முடித்த படிகள். மேற்பரப்பு அளவு காகித மேற்பரப்பை தயார் செய்கிறது, பிரகாசம், மென்மை மற்றும் அச்சிடுதல் ஆகியவற்றை மேம்படுத்துகிறது. காலண்டரிங் காகித மேற்பரப்பை சுருக்கி, கடினத்தன்மையைக் குறைத்து, பளபளப்பை அதிகரிக்கிறது. இந்த செயல்முறை ஃபைபர் கட்டமைப்பை மாற்றுகிறது, மேற்பரப்பை மிகவும் சீரானதாகவும், அச்சிடுவதற்கு சிறந்ததாகவும் ஆக்குகிறது. காலெண்டரிங் உபகரணங்களில் மெஷின் ஃபினிஷ், சூப்பர் காலெண்டர்ட் ஃபினிஷ் மற்றும் பிளேட்டர் பூச்சு வகைகள் ஆகியவை அடங்கும், ஒவ்வொன்றும் வெவ்வேறு நிலைகளில் மென்மை மற்றும் பளபளப்பை வழங்குகின்றன.
முறுக்கு மற்றும் வெட்டுதல்
முடித்த பிறகு, காகிதம் பெரிய ஜம்போ ரோல்களில் காயப்படுத்தப்படுகிறது. ஸ்லிட்டர் ரிவைண்டர்கள் இந்த ரோல்களை பிளேடுகளைப் பயன்படுத்தி குறுகிய கீற்றுகளாக வெட்டி, பின்னர் அவற்றை புதிய கோர்களில் ரிவைண்ட் செய்கின்றன. சேதத்தைத் தடுக்கவும், நிலைத்தன்மையை உறுதிப்படுத்தவும் துல்லியமான பதற்றக் கட்டுப்பாடு மற்றும் வலை சீரமைப்பு அமைப்புகளைப் பயன்படுத்துகிறது. தானியங்கு அமைப்புகள் ரோல் அகலம், அடர்த்தி மற்றும் குறைபாடுகளைக் கண்டறியலாம். இறுதி தயாரிப்பு மேலும் தாள்கள் அல்லது சிறிய ரோல்களாக வெட்டப்படலாம், பேக்கேஜிங் மற்றும் ஷிப்பிங்கிற்கு தயாராக இருக்கும்.
காகித தயாரிப்பு செயல்பாட்டில் தரக் கட்டுப்பாடு மற்றும் நிலைத்தன்மை
நிகழ்நேர தரச் சோதனைகள்
நவீன ஆலைகள் காகித தயாரிப்பு செயல்முறையை கண்காணிக்கவும் உயர்தர காகித தரத்தை பராமரிக்கவும் மேம்பட்ட அமைப்புகளைப் பயன்படுத்துகின்றன. ஒரு தரக் கட்டுப்பாட்டு அமைப்பு (QCS) நிகழ்நேரத்தில் ஈரப்பதம், மென்மை, கடினத்தன்மை மற்றும் இரு பக்கத்தன்மை போன்ற பண்புகளை அளவிடுகிறது. இந்த டிஜிட்டல் கருவிகள் தரவை உடனடியாகச் சேகரித்து பகுப்பாய்வு செய்கின்றன, தொழில்நுட்ப வல்லுநர்கள் அமைப்புகளைச் சரிசெய்யவும் குறைபாடுகளைத் தடுக்கவும் அனுமதிக்கிறது. இயந்திர கற்றல் மற்றும் செயற்கை நுண்ணறிவு இப்போது சிக்கல்கள் ஏற்படும் முன் கணிக்க உதவுகின்றன, ஆனால் திறமையான தொழிலாளர்கள் இன்னும் செயல்முறையை மேற்பார்வையிடுகின்றனர். காகித உற்பத்தி செயல்முறை நம்பகமானதாகவும் திறமையாகவும் இருப்பதை உறுதி செய்வதற்காக ஆலைகள் இந்த டிஜிட்டல் அமைப்புகளை வழக்கமான உபகரண ஆய்வுகளுடன் இணைக்கின்றன. இந்த அணுகுமுறை வேலையில்லா நேரத்தை குறைக்கிறது மற்றும் தயாரிப்பு தரத்தை சீராக வைத்திருக்கிறது.
தர அளவுரு வகை |
அளவிடப்பட்ட அளவுருக்களின் எடுத்துக்காட்டுகள் |
உடல் பண்புகள் |
அடிப்படை எடை, தடிமன், நிறம் |
இரசாயன பண்புகள் |
ஈரப்பதம், சாம்பல் உள்ளடக்கம் |
மேற்பரப்பு பண்புகள் |
வழுவழுப்பு, கடினத்தன்மை, பளபளப்பு, வெண்மை |
கட்டமைப்பு பண்புகள் |
இருதரப்பு |
குறிப்பு: கடினத்தன்மை மற்றும் பளபளப்பு போன்ற மேற்பரப்பு பண்புகள் காகித அச்சிட்டு மற்றும் தோற்றத்தை எவ்வாறு பாதிக்கிறது. வலிமை மற்றும் நிலைத்தன்மைக்கு ஈரப்பதம் மிகவும் முக்கியமானது.
சுற்றுச்சூழல் நடைமுறைகள்
பேப்பர் உற்பத்தி செயல்முறையின் ஒவ்வொரு அடியிலும் நிலைத்தன்மை வழிகாட்டுகிறது. தீங்கு விளைவிக்கும் இரசாயனங்களைத் தவிர்ப்பதற்காக ஆலைகள் குளோரின் அடிப்படையிலான ப்ளீச்சிங்கை பாதுகாப்பான முறைகளுடன் மாற்றியுள்ளன. காடுகளைப் பாதுகாக்கவும் ஆற்றல் பயன்பாட்டைக் குறைக்கவும் மறுசுழற்சி செய்யப்பட்ட இழைகள் மற்றும் மூங்கில் அல்லது விவசாயக் கழிவுகள் போன்ற மாற்று ஆதாரங்களைப் பயன்படுத்துகின்றனர். நீர் மறுசுழற்சி அமைப்புகள் மற்றும் மேம்பட்ட சுத்திகரிப்பு தொழில்நுட்பங்கள் ஆலைகள் குறைந்த தண்ணீரைப் பயன்படுத்தவும், அதை சுத்தமாக வைத்திருக்கவும் உதவுகின்றன. பல வசதிகள் இப்போது புதுப்பிக்கத்தக்க எரிபொருளிலிருந்து உயிரி ஆற்றலை நம்பியுள்ளன, அவற்றின் கார்பன் தடம் குறைக்கின்றன. ஆட்டோமேஷன் மற்றும் டிஜிட்டல் கட்டுப்பாடுகள் கழிவுகளைக் குறைத்து ஆற்றலைச் சேமிக்கின்றன. பொறுப்பான ஆதாரம் மற்றும் வன மேலாண்மை பல்லுயிர் பெருக்கம் மற்றும் மறு காடுகளை வளர்ப்பதை ஆதரிக்கிறது. சப்ளை செயின் மேம்பாடுகள், ஆலைக்கு அருகாமையில் பொருட்களைப் பெறுதல் போன்றவை காகித உற்பத்தியின் சுற்றுச்சூழல் பாதிப்புகளை மேலும் குறைக்கின்றன.
குளோரின் அடிப்படையிலான ப்ளீச்சிங்கை அகற்றவும்
மறுசுழற்சி செய்யப்பட்ட இழைகள் மற்றும் மாற்று மூலப்பொருட்களைப் பயன்படுத்தவும்
தண்ணீரை திறம்பட மறுசுழற்சி செய்து சுத்திகரிக்கவும்
நவீன உபகரணங்களுடன் ஆற்றல் செயல்திறனை மேம்படுத்தவும்
புதுப்பிக்கத்தக்க உயிரி ஆற்றலைப் பயன்படுத்தவும்
பொறுப்பான வன நிர்வாகத்தை நடைமுறைப்படுத்துங்கள்
குறைந்த உமிழ்வுகளுக்கு விநியோகச் சங்கிலிகளை மேம்படுத்தவும்
உதவிக்குறிப்பு: நிலையான நடைமுறைகளுடன் தயாரிக்கப்பட்ட உயர்தர காகிதத்தைத் தேர்ந்தெடுப்பது சுற்றுச்சூழலைப் பாதுகாக்க உதவுகிறது.
பேக்கேஜிங் மற்றும் ஷிப்பிங்
ஆலைகள் முடிக்கப்பட்ட காகித தயாரிப்புகளை கவனமாக பேக்கேஜிங் மற்றும் கப்பல் முறைகள் மூலம் பாதுகாக்கின்றன. போக்குவரத்தின் போது கரடுமுரடான கையாளுதல் அல்லது இயக்கத்திலிருந்து சேதத்தைத் தடுக்க, குமிழி மடக்கு, நுரை மற்றும் உறுதியான பெட்டிகள் போன்ற பொருட்களைப் பயன்படுத்துகின்றனர். தனிப்பயன் பேக்கேஜிங் தீர்வுகள் ஒவ்வொரு தயாரிப்பின் அளவு மற்றும் எடைக்கு பொருந்துகின்றன, காலி இடத்தையும் தீங்கு விளைவிக்கும் அபாயத்தையும் குறைக்கின்றன. ஈரப்பதம்-எதிர்ப்பு பொருட்கள் மற்றும் சேதம்-தெளிவான முத்திரைகள் கூடுதல் பாதுகாப்பு சேர்க்க. மில்ஸ் சொட்டுகள் மற்றும் தாக்கங்களை உருவகப்படுத்துவதன் மூலம் பேக்கேஜிங்கைச் சோதிக்கிறது, பின்னர் கருத்து மற்றும் செயல்திறன் தரவின் அடிப்படையில் வடிவமைப்புகளை மேம்படுத்துகிறது. டிரக்குகளுக்குப் பதிலாக இரயிலைப் பயன்படுத்துதல் அல்லது AI உடன் டெலிவரி வழிகளைத் திட்டமிடுதல் போன்ற திறமையான தளவாடங்கள் உமிழ்வைக் குறைக்க உதவுகின்றன மற்றும் நிலைத்தன்மையை ஆதரிக்கின்றன. இந்தப் படிகள் உயர்தர காகிதம் பாதுகாப்பாகவும், குறைந்த சுற்றுச்சூழல் தாக்கத்துடனும் வருவதை உறுதி செய்கிறது.
காகிதம் தயாரிக்கும் செயல்முறையானது மூலப்பொருட்களை முடிக்கப்பட்ட காகிதமாக மாற்றுகிறது. Fourdrinier மற்றும் சிலிண்டர் இயந்திரங்கள் போன்ற இயந்திரங்கள் செயல்திறன் மற்றும் நிலையான தரத்தை உறுதி செய்கின்றன. தரக் கட்டுப்பாட்டு அமைப்புகள் ஒவ்வொரு கட்டத்தையும் கண்காணிக்கின்றன, அதே நேரத்தில் நிலைத்தன்மை நடைமுறைகள் கழிவு மற்றும் ஆற்றல் பயன்பாட்டைக் குறைக்கின்றன. காகித உற்பத்தி செயல்முறை மேம்பட்ட தொழில்நுட்பம் மற்றும் சுற்றுச்சூழல் மேலாண்மை சார்ந்துள்ளது. சுருக்கமாக, காகிதம் எவ்வாறு தயாரிக்கப்படுகிறது என்பது துல்லியமான கட்டுப்பாடு, நவீன உபகரணங்கள் மற்றும் தரம் மற்றும் நிலைத்தன்மைக்கான வலுவான அர்ப்பணிப்பை உள்ளடக்கியது.
அடிக்கடி கேட்கப்படும் கேள்விகள்
காகிதம் தயாரிக்கும் இயந்திரம் என்றால் என்ன?
ஒரு காகிதம் தயாரிக்கும் இயந்திரம் கூழ்களை தொடர்ச்சியான காகிதத் தாள்களாக மாற்றுகிறது. தாளை உருவாக்குவது முதல் உலர்த்துவது மற்றும் முடிப்பது வரை ஒவ்வொரு அடியையும் நிர்வகிக்க இது மேம்பட்ட கட்டுப்பாடுகளைப் பயன்படுத்துகிறது. இந்த இயந்திரம் பல பயன்பாடுகளுக்கு உயர்தர, சீரான காகிதத்தை உறுதி செய்கிறது.
காகிதப் பை தயாரிக்கும் இயந்திரத்திலிருந்து காகிதம் தயாரிக்கும் இயந்திரம் எவ்வாறு வேறுபடுகிறது?
ஒரு காகிதம் தயாரிக்கும் இயந்திரம் பெரிய ரோல்ஸ் அல்லது தாள்களை உருவாக்குகிறது. காகிதப் பைகள் தயாரிக்கும் இயந்திரம் இந்தத் தாள்களை வெட்டி, மடித்து, காகிதத்தை பைகளாக ஒட்டுவதற்குப் பயன்படுத்துகிறது. ஒவ்வொரு இயந்திரமும் காகிதத் தயாரிப்புத் தொழிலில் தனித்துவமான பங்கைச் செய்கிறது.
காகிதம் தயாரிக்கும் இயந்திரம் கோப்பைகள் மற்றும் பைகளுக்கான காகிதத்தை தயாரிக்க முடியுமா?
ஆம். ஒரு காகிதம் தயாரிக்கும் இயந்திரம் காகிதக் கோப்பை தயாரிக்கும் இயந்திரங்கள் மற்றும் காகிதப் பை தயாரிக்கும் இயந்திரங்கள் ஆகிய இரண்டிற்கும் அடிப்படைக் காகிதத்தை உருவாக்க முடியும். இயந்திரம் தடிமன், வலிமை மற்றும் மேற்பரப்பு பூச்சு ஆகியவற்றை ஒவ்வொரு தயாரிப்பின் தேவைகளையும் பூர்த்தி செய்கிறது.
காகிதம் தயாரிக்கும் இயந்திரத்திற்கு என்ன பராமரிப்பு தேவைப்படுகிறது?
பேப்பர் தயாரிக்கும் இயந்திரத்தை ஆபரேட்டர்கள் தவறாமல் சுத்தம் செய்து, ஆய்வு செய்து, லூப்ரிகேட் செய்ய வேண்டும். அவர்கள் தேய்ந்த பாகங்களை சரிபார்த்து, தேவைக்கேற்ப மாற்றுகிறார்கள். முறையான பராமரிப்பு இயந்திரம் சீராக இயங்கி அதன் ஆயுளை நீட்டிக்கும்.
காகிதம் தயாரிக்கும் இயந்திரங்கள் சுற்றுச்சூழலுக்கு உகந்ததா?
நவீன காகிதம் தயாரிக்கும் இயந்திரங்கள் மறுசுழற்சி செய்யப்பட்ட இழைகளைப் பயன்படுத்துகின்றன, ஆற்றலைச் சேமிக்கின்றன மற்றும் தண்ணீரை மறுசுழற்சி செய்கின்றன. பல ஆலைகள் சுற்றுச்சூழல் நட்பு இரசாயனங்கள் மற்றும் புதுப்பிக்கத்தக்க ஆற்றலைப் பயன்படுத்துகின்றன. இந்த நடவடிக்கைகள் காகித உற்பத்தியின் சுற்றுச்சூழல் பாதிப்பைக் குறைக்க உதவுகின்றன.