Μια μηχανή κατασκευής χαρτιού μετατρέπει τα ροκανίδια και τα ανακυκλωμένα υλικά σε λεία, υψηλής ποιότητας φύλλα μέσω μιας προσεκτικά ελεγχόμενης διαδικασίας κατασκευής χαρτιού. Τα σύγχρονα μηχανήματα χρησιμοποιούν προηγμένους ελέγχους για την παρακολούθηση κάθε βήματος, αυξάνοντας την αποτελεσματικότητα και διασφαλίζοντας σταθερά αποτελέσματα.
Η αειφορία παραμένει βασικός στόχος, με τους μύλους να ανακυκλώνουν νερό και να μειώνουν τη χρήση ενέργειας.
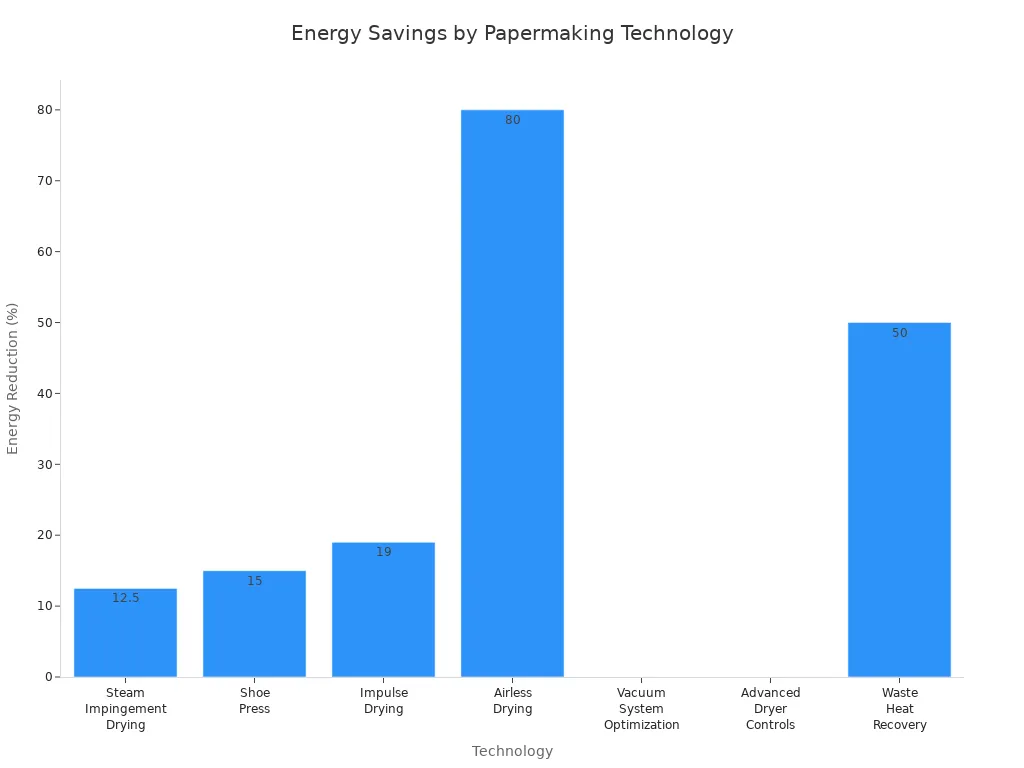
Τεχνολογία ή Μέτρο |
Βελτιώσεις αποτελεσματικότητας και ποιότητας |
Ξήρανση με πρόσκρουση ατμού |
Εξοικονομεί 10-15% ενέργεια, βελτιώνει την απόδοση στεγνώματος. |
Πρέσα παπουτσιού (Extended Nip). |
Μειώνει τη χρήση ενέργειας, βελτιώνει την αντοχή και την ποιότητα του χαρτιού. |
Παρορμητική ξήρανση |
Εξοικονομεί 18-20% ενέργεια, αυξάνει τους ρυθμούς στεγνώματος και το στέγνωμα του χαρτιού. |
Στέγνωμα χωρίς αέρα |
Επιτυγχάνει 70-90% μείωση της θερμικής ενέργειας, ενισχύει την απόδοση στεγνώματος. |
Βελτιστοποίηση συστήματος κενού |
Εξοικονομεί σημαντική ενέργεια, βελτιώνει την απόδοση αφυδάτωσης. |
Προηγμένοι έλεγχοι στεγνωτηρίου |
Βελτιώνει τον έλεγχο της διαδικασίας, ενισχύει την ομοιομορφία του χαρτιού. |
Ανάκτηση απόβλητης θερμότητας από την ξήρανση |
Μειώνει τη χρήση ενέργειας έως και 50%, μειώνει το κόστος και τις περιβαλλοντικές επιπτώσεις. |
Η διαδικασία κατασκευής χαρτιού χρησιμοποιεί αυτές τις καινοτομίες για να παρέχει ισχυρό, ομοιόμορφο χαρτί ενώ υποστηρίζει τη βιωσιμότητα. Η διαδικασία κατασκευής χαρτιού βασίζεται σε ποιοτικούς ελέγχους, διαχείριση πόρων και τεχνολογία για να απαντήσει στο ερώτημα: πώς κατασκευάζεται το χαρτί από την αρχή μέχρι το τέλος;
Βασικά Takeaways
Οι μηχανές κατασκευής χαρτιού μετατρέπουν τα ροκανίδια και τα ανακυκλωμένα υλικά σε λεία, ισχυρά φύλλα μέσω ακριβών βημάτων και προηγμένων χειριστηρίων.
Οι πρώτες ύλες όπως ο πολτός ξύλου, οι ανακυκλωμένες ίνες και οι πηγές εκτός ξύλου προετοιμάζονται προσεκτικά για να διασφαλιστεί η ποιότητα και η βιωσιμότητα.
Το τμήμα διαμόρφωσης διαμορφώνει τον πολτό σε ομοιόμορφα φύλλα χρησιμοποιώντας μηχανήματα όπως τύπους Fourdrinier και κυλίνδρων, καθένα κατάλληλο για διαφορετικές ποιότητες χαρτιού.
Το πάτημα και το στέγνωμα αφαιρούν το νερό αποτελεσματικά, βελτιώνοντας την αντοχή του χαρτιού και εξοικονομώντας ενέργεια με τις σύγχρονες τεχνολογίες.
Η αειφορία είναι το κλειδί, με τους μύλους να χρησιμοποιούν φιλικές προς το περιβάλλον χημικές ουσίες, να ανακυκλώνουν νερό, να εξοικονομούν ενέργεια και να διαχειρίζονται τα δάση με υπευθυνότητα.
Παρασκευή Πρώτων Υλών
Η διαδικασία του πολτού και του χαρτιού ξεκινά με προσεκτική προετοιμασία της πρώτης ύλης. Οι μύλοι χρησιμοποιούν μια ποικιλία πηγών για τη δημιουργία χαρτοπολτού. Οι πιο κοινές πρώτες ύλες περιλαμβάνουν:
Ξυλοπολτός, που κυριαρχεί στην παγκόσμια προσφορά και εξασφαλίζει σταθερή ποιότητα.
Ανακυκλωμένο χαρτί, το οποίο έχει γίνει πιο σημαντικό καθώς τα εργοστάσια επικεντρώνονται στη βιωσιμότητα και στη βελτιωμένη τεχνολογία ανακύκλωσης.
Μη ξύλινες ίνες, όπως μπαμπού, κάνναβης και γεωργικά υπολείμματα, που προσφέρουν μοναδικές ιδιότητες και χαμηλότερες περιβαλλοντικές επιπτώσεις.
Ανακυκλωμένες ίνες, που συμβάλλουν στη μείωση των απορριμμάτων και υποστηρίζουν την φιλική προς το περιβάλλον παραγωγή.
Αποφλοίωση και θρυμματισμός
Το πρώτο βήμα στην προετοιμασία της πρώτης ύλης περιλαμβάνει τη μετατροπή των κορμών σε μικρά, ομοιόμορφα τσιπ. Οι μύλοι ακολουθούν μια ακριβή σειρά:
Οι εργάτες τροφοδοτούν κορμούς σε ένα τύμπανο που ξεφλουδίζει. Το τύμπανο ανατρέπει τους κορμούς και τους ψεκάζει με πίδακες νερού για να αφαιρέσει το φλοιό. Αυτό το βήμα αποτρέπει τη μόλυνση και προστατεύει τα μηχανήματα.
Τα καθαρά κούτσουρα μετακινούνται σε τεμαχιστή υψηλής ταχύτητας. Ο θρυμματιστής χρησιμοποιεί αιχμηρές, περιστρεφόμενες λεπίδες για να κόψει τους κορμούς σε μικρά, ομοιόμορφα ροκανίδια.
Το ομοιόμορφο μέγεθος τσιπ είναι απαραίτητο. Εξασφαλίζει αποτελεσματικό μαγείρεμα και σταθερό διαχωρισμό των ινών κατά τη διαδικασία πολτοποίησης, γεγονός που επηρεάζει την τελική ποιότητα του χαρτοπολτού.
Μέθοδοι Πολτοποίησης
Μετά το θρυμματισμό, οι μύλοι χρησιμοποιούν διαφορετικές μεθόδους πολτοποίησης για να διαχωρίσουν τις ίνες. Οι δύο κύριοι τύποι είναι η μηχανική και η χημική πολτοποίηση. Ο παρακάτω πίνακας συγκρίνει τα βασικά χαρακτηριστικά τους:
Αποψη |
Μηχανική Πολτοποίηση |
Χημική Πολτοποίηση |
Απόδοση παραγωγής |
Υψηλό (90-95%) |
Χαμηλό (40-55%) |
Αντοχή χαρτιού |
Χαμηλότερη αντοχή |
Υψηλότερη αντοχή |
Λάμψη |
Χαμηλότερη φωτεινότητα |
Υψηλότερη φωτεινότητα |
Διάρκεια ζωής |
Περιορισμένη διάρκεια ζωής (κιτρίνισμα) |
Μεγαλύτερη μακροζωία |
Η μηχανική πολτοποίηση διατηρεί το μεγαλύτερο μέρος της ξύλινης μάζας, με αποτέλεσμα υψηλή απόδοση αλλά χαμηλότερη ποιότητα. Ο χημικός πολτός αφαιρεί τη λιγνίνη και τις ακαθαρσίες, παράγοντας ισχυρότερες, φωτεινότερες και μακροχρόνιες ίνες. Ο χημικός πολτός αντιπροσωπεύει πάνω από το 70% της παγκόσμιας παραγωγής χαρτοπολτού, με τον μηχανικό πολτό να χρησιμοποιείται κυρίως για προϊόντα όπως το χαρτί εφημερίδων. Οι μύλοι επιλέγουν τη διαδικασία πολτοποίησης με βάση την επιθυμητή ποιότητα χαρτιού και την τελική χρήση.
Επεξεργασία πολτού
Πλύσιμο και λεύκανση
Το πλύσιμο και η λεύκανση παίζουν κρίσιμο ρόλο στη διαδικασία χαρτοπολτού και χαρτιού. Οι μύλοι αφαιρούν τους ρύπους από τον χαρτοπολτό για να βελτιώσουν τη φωτεινότητα και την ποιότητα. Οι κύριοι ρυπαντές περιλαμβάνουν προσροφήσιμα οργανικά αλογονίδια (AOX), διοξίνες, φουράνια, ρητινικά οξέα, χλωριωμένες λιγνίνες, φαινολικές ενώσεις και συνθετικές οργανικές ενώσεις. Αυτές οι ουσίες προκύπτουν συχνά από χημικές αντιδράσεις κατά την πολτοποίηση και τη λεύκανση. Οι εργαζόμενοι χρησιμοποιούν βήματα πλύσης για να εξαλείψουν αυτά τα επιβλαβή υλικά, τα οποία μειώνουν την περιβαλλοντική εκκένωση και βελτιώνουν την ποιότητα του πολτού. Οι προηγμένες τεχνικές λεύκανσης, όπως η λεύκανση χωρίς στοιχειακό χλώριο (ECF) και η λεύκανση εντελώς χωρίς χλώριο (TCF), μειώνουν περαιτέρω τα επιβλαβή υπολείμματα.
Οι συνήθεις λευκαντικοί παράγοντες περιλαμβάνουν το χλώριο, το διοξείδιο του χλωρίου, το υπεροξείδιο του υδρογόνου και το υδροξείδιο του νατρίου. Το χλώριο αντιδρά με τη λιγνίνη για να το διαλυτοποιήσει, ενώ το διοξείδιο του χλωρίου χρησιμεύει ως ισχυρός οξειδωτικός παράγοντας στη λεύκανση του ECF. Το υπεροξείδιο του υδρογόνου φωτίζει τον πολτό και το υδροξείδιο του νατρίου βοηθά τόσο στο μαγείρεμα όσο και στη λεύκανση. Οι μύλοι χρησιμοποιούν επίσης λιγότερο συνηθισμένους παράγοντες όπως το υπεροξυοξικό οξύ, το υπεροξυμονοθειικό κάλιο και ένζυμα όπως η ξυλανάση. Οι περιβαλλοντικές ανησυχίες έχουν οδηγήσει σε μειωμένη χρήση στοιχειακού χλωρίου, καθώς μπορεί να σχηματίσει διοξίνες.
Συμβουλή: Οι μύλοι που χρησιμοποιούν λεύκανση χωρίς χλώριο και φιλικές προς το περιβάλλον χημικές ουσίες συμβάλλουν στην προστασία του περιβάλλοντος και παράγουν καθαρότερο χαρτί υψηλής ποιότητας.
Διύλιση και Κτύπημα
Ο καθαρισμός και το χτύπημα αλλάζουν τη δομή των ινών χαρτοπολτού. Οι χειριστές χρησιμοποιούν μηχανική επεξεργασία για να προκαλέσουν εσωτερική μαρμαρυγή, η οποία αυξάνει τη διόγκωση και την ευελιξία των ινών. Αυτή η διαδικασία βελτιώνει τη συγκόλληση των ινών και την πυκνότητα του φύλλου. Εξωτερική μαρμαρυγή, σχηματισμός λεπτών, βράχυνση ινών και ίσιωμα ινών συμβαίνουν επίσης κατά τη διάρκεια της εξευγενισμού. Η αυξημένη διαθεσιμότητα ημικυτταρίνης σε επιφάνειες ινών ενισχύει τη σύνδεση ίνας με ίνα. Αυτές οι αλλαγές έχουν ως αποτέλεσμα πιο πυκνά φύλλα με μεγαλύτερη αντοχή σε εφελκυσμό και ακαμψία. Η διύλιση επηρεάζει επίσης τις ηλεκτροκινητικές ιδιότητες και τα επιφανειακά φορτία των ινών, τα οποία επηρεάζουν την ποιότητα του χαρτιού. Το συνολικό αποτέλεσμα είναι ισχυρότερο, πιο άκαμπτο και πιο ομοιόμορφο χαρτί.
Διαστάσεις και χρωματισμός
Οι παράγοντες κολλαρίσματος και χρωματισμού δίνουν στο χαρτί τις τελικές του ιδιότητες. Οι μύλοι χρησιμοποιούν τόσο φυσικούς όσο και συνθετικούς παράγοντες κολλαρίσματος, όπως κολοφώνιο, διμερές αλκυλοκετενίου (AKD), αλκενυλοηλεκτρικό ανυδρίτη (ASA), άμυλο και ακρυλικό στυρένιο. Οι παράγοντες κολλαρίσματος χωρίζονται σε δύο κατηγορίες: εσωτερικούς (που προστίθενται στον πολτό) και επιφανειακοί (εφαρμόζονται μετά το σχηματισμό του φύλλου). Αυτοί οι παράγοντες αυξάνουν την αντοχή στο νερό δημιουργώντας υδρόφοβα φράγματα, μειώνουν το πορώδες του χαρτιού και εμποδίζουν τη διείσδυση του νερού. Το μέγεθος βελτιώνει επίσης την ικανότητα εκτύπωσης βελτιώνοντας την απορρόφηση μελανιού και μειώνοντας την αιμορραγία του μελανιού. Οι μηχανικές ιδιότητες όπως η αντοχή σε εφελκυσμό, η αντοχή στο σχίσιμο και η αναδίπλωση βελτιώνονται με το σωστό μέγεθος.
Οι χρωστικές ουσίες, συμπεριλαμβανομένων των χρωστικών και βαφών, παρέχουν την επιθυμητή απόχρωση και φωτεινότητα. Η επιλογή του μεγέθους και των χρωστικών ουσιών εξαρτάται από την προβλεπόμενη χρήση του χαρτιού. Για παράδειγμα, το AKD ταιριάζει στη συσκευασία, το κολοφώνιο δουλεύει για ειδικά χαρτιά και το άμυλο είναι κοινό στα χαρτιά εκτύπωσης. Οι μύλοι επιλέγουν παράγοντες για να διασφαλίσουν ότι το χαρτί πληροί συγκεκριμένες απαιτήσεις για αντοχή, εμφάνιση και απόδοση.
Σχηματισμός Φύλλων σε Μηχανή Παραγωγής Χαρτιού
Το στάδιο σχηματισμού φύλλου είναι η καρδιά του μηχανή κατασκευής χαρτιού . Αυτό το στάδιο μετατρέπει τον επεξεργασμένο πολτό σε συνεχή φύλλα, θέτοντας τα θεμέλια για την αντοχή, την απαλότητα και την ομοιομορφία του τελικού χαρτιού. Η διαδικασία διαμόρφωσης βασίζεται στον ακριβή έλεγχο και την προηγμένη μηχανική για τη διασφάλιση αποτελεσμάτων υψηλής ποιότητας.
Wet End και Headbox
Το υγρό άκρο μιας μηχανής παραγωγής χαρτιού προετοιμάζει τον πολτό για το σχηματισμό φύλλου. Το headbox παίζει κρίσιμο ρόλο σε αυτή τη διαδικασία. Μετατρέπει τη ροή του πολτού από τον αγωγό σε ένα λεπτό, ομοιόμορφο πίδακα που απλώνεται σε όλο το πλάτος του υφάσματος διαμόρφωσης. Αυτό το βήμα είναι απαραίτητο για την παραγωγή ομοιόμορφων φύλλων.
Ο πολτός του πολτού εισέρχεται πρώτα σε μια δεξαμενή απόσβεσης παλμών, η οποία μειώνει τις διακυμάνσεις της πίεσης και εξασφαλίζει σταθερή ροή.
Η ιλύς μετακινείται στην κεφαλίδα υψηλής συνοχής (HC), κατανέμοντας την ομοιόμορφα σε όλο το πλάτος του κιβωτίου κεφαλής.
Η κεφαλίδα χαμηλής συνοχής (LC) ελέγχει τη συνοχή του πολτού.
Οι χειριστές χρησιμοποιούν μια βαλβίδα ελέγχου αραίωσης για τη ρύθμιση της προσθήκης νερού, ελέγχοντας με ακρίβεια τη συγκέντρωση των ινών.
Ο θάλαμος ανάμιξης αναμειγνύει επιμελώς τον αραιωμένο πολτό για ομοιόμορφη σύσταση.
Ο σωλήνας διανομής απλώνει τον πολτό ομοιόμορφα σε όλο το πλάτος του κιβωτίου κεφαλής.
Ο θάλαμος ηρεμίας ηρεμεί τη ροή, μειώνοντας τις αναταράξεις.
Μια γεννήτρια στροβιλισμού επαναφέρει τον ελεγχόμενο στροβιλισμό για να κρατήσει τις ίνες αιωρούμενες και να αποτρέψει τη συσσώρευση.
Ο πολτός εξέρχεται από ένα ακροφύσιο, κατευθύνοντας τον πολτό ομοιόμορφα πάνω στο σύρμα.
Τα ρυθμιζόμενα χείλη στο ακροφύσιο ελέγχουν το πάχος και την ταχύτητα του πολτού, βελτιστοποιώντας την κατανομή.
Ο πολτός τελικά εναποτίθεται στο τμήμα του κινούμενου σύρματος, όπου η ομοιόμορφη κατανομή των ινών είναι κρίσιμη για την ποιότητα του χαρτιού.
Το κουτί κεφαλής διασφαλίζει ότι ο πολτός πολτού ταιριάζει με την ταχύτητα του υφάσματος διαμόρφωσης. Αυτός ο προσεκτικός έλεγχος αποτρέπει τη συσσώρευση ινών και διατηρεί ομοιόμορφο πάχος σε όλο το φύλλο. Οι χειριστές μπορούν να προσαρμόσουν τα χείλη κοπής και τις βαλβίδες αραίωσης για να ρυθμίσουν με ακρίβεια το βασικό βάρος και την κατανομή των ινών, γεγονός που επηρεάζει άμεσα την ομοιομορφία και την αντοχή των τελικών φύλλων.
Σημείωση: Ο ομοιόμορφος σχηματισμός φύλλου στο υγρό άκρο είναι απαραίτητος για την παραγωγή χαρτιού υψηλής ποιότητας με σταθερές ιδιότητες.
Τμήμα Διαμόρφωσης και Απομάκρυνση Νερού
Στο τμήμα διαμόρφωσης, ο αραιωμένος πολτός πολτού χύνεται σε ένα κινούμενο ύφασμα διαμόρφωσης, γνωστό και ως σύρμα. Το ύφασμα διαμόρφωσης λειτουργεί ως διαπερατό στήριγμα, επιτρέποντας στο νερό να στραγγίζει ενώ συγκρατεί τις ίνες. Αυτό το βήμα σηματοδοτεί την αρχή της διαδικασίας σχηματισμού, όπου ο πολτός μετατρέπεται σε συνεχή ιστό.
Η διχτυωτή δομή του υφάσματος που σχηματίζει επηρεάζει τον τρόπο καθίζησης και ευθυγράμμισης των ινών. Τα κιβώτια βαρύτητας και αναρρόφησης κάτω από το σύρμα βοηθούν στην γρήγορη απομάκρυνση του νερού. Καθώς ο ιστός κινείται προς τα εμπρός, η αποστράγγιση με υποβοήθηση κενού μειώνει περαιτέρω την περιεκτικότητα σε νερό. Η διαδικασία διαμόρφωσης σε αυτό το στάδιο διασφαλίζει ότι οι ίνες κατανέμονται ομοιόμορφα, αποτρέποντας συσσωρεύσεις και αδύναμα σημεία στα φύλλα.
Οι χειριστές χρησιμοποιούν διάφορες μεθόδους για την αφαίρεση του νερού από τον πολτό κατά τον σχηματισμό του φύλλου:
Το εναιώρημα πολτού ξεκινά με πολύ χαμηλή περιεκτικότητα σε στερεά, συνήθως περίπου 0,2% κατά βάρος.
Το εναιώρημα αναδεύεται για να εξασφαλιστεί η ομοιογένεια.
Το φιλτράρισμα υπό κενό αφαιρεί σημαντικό μέρος του νερού, σχηματίζοντας το φύλλο στο ύφασμα.
Η προξήρανση υπό κενό και θερμότητα μειώνει περαιτέρω την υγρασία.
Το φύλλο στη συνέχεια ξεφλουδίζεται και στεγνώνει ξανά για να φτάσει στην επιθυμητή ξηρότητα.
Μετά το τμήμα διαμόρφωσης, ο ιστός εξακολουθεί να περιέχει υψηλό ποσοστό νερού, αλλά είναι πολύ πιο στεγνός από τον αρχικό πολτό. Η διαδικασία διαμόρφωσης σε αυτό το στάδιο θέτει τα θεμέλια για τη δομή και την ποιότητα του χαρτιού.
Μηχανές Fourdrinier και κυλίνδρων
Δύο κύριοι τύποι μηχανών παραγωγής χαρτιού κυριαρχούν στη βιομηχανία: οι μηχανές Fourdrinier και οι μηχανές κυλίνδρων. Κάθε τύπος χρησιμοποιεί διαφορετική διαδικασία διαμόρφωσης και παράγει διαφορετικούς βαθμούς χαρτιού.
Αποψη |
Μηχανή Fourdrinier |
Μηχανή κυλίνδρου |
Σχηματισμός χαρτιού |
Ενιαίο ομοιόμορφο στρώμα που σχηματίζεται πάνω σε ένα επίπεδο συρμάτινο πλέγμα που κινείται συνεχώς. |
Πολλαπλές στρώσεις σχηματίστηκαν σε περιστρεφόμενους κυλίνδρους, μερικώς βυθισμένους σε κάδους πολτού και στη συνέχεια συμπιέστηκαν μεταξύ τους. |
Βαθμοί χαρτιού |
Παράγει πιο λεία, πιο λεπτά χαρτιά ιδανικά για εκτύπωση, γραφή και ελαφριές ποιότητες (40-120 gsm). |
Παράγει παχύτερα, πολυστρωματικά χαρτιά όπως χαρτόνι, χαρτόνι επένδυσης και υλικά συσκευασίας (πάνω από 120 gsm). |
Ταχύτητα λειτουργίας |
Μεγαλύτερες ταχύτητες, συνήθως 1800-2000 μέτρα ανά λεπτό. |
Μικρότερες ταχύτητες, συνήθως 200-600 μέτρα ανά λεπτό. |
Προσανατολισμός ινών |
Οι ίνες ευθυγραμμίζονται κυρίως προς την κατεύθυνση της μηχανής, με αποτέλεσμα την ανισότροπη αντοχή (αναλογία 2:1 έως 3:1). |
Οι ίνες κατανέμονται πιο ομοιόμορφα στις κατευθύνσεις, παρέχοντας ισορροπημένη αντοχή (περίπου 1,5:1 αναλογία). |
Συνέπεια πολτού |
Ελαφρώς υψηλότερα (0,8%-1,2%), βοηθώντας το σχηματισμό και την αποστράγγιση του φύλλου. |
Χαμηλότερο (0,5%-1%), διευκολύνοντας την ομαλή στρώση πολλαπλών στρώσεων. |
Συντήρηση |
Πιο εντατικό λόγω της πολυπλοκότητας και των πολυάριθμων κινούμενων μερών. |
Πιο απλή μηχανική δομή, που απαιτεί λιγότερο συχνή συντήρηση. |
Χαρακτηριστικά Εξόδου |
Παράγει ομοιόμορφα, λεία, λεπτά φύλλα κατάλληλα για λεπτά χαρτιά και εκτύπωση. |
Παράγει παχύτερα, ισχυρότερα πολυστρωματικά φύλλα κατάλληλα για συσκευασία και ειδικά χαρτιά. |
Η μηχανή Fourdrinier κυριαρχεί στο σύγχρονο αγορά μηχανών παραγωγής χαρτιού , αντιπροσωπεύοντας περισσότερο από το 60% των εγκαταστάσεων παγκοσμίως. Αυτό το μηχάνημα υπερέχει στην παραγωγή λείων, λεπτών φύλλων για εκτύπωση και γραφή. Οι κυλινδρικές μηχανές, αν και λιγότερο συνηθισμένες, προτιμώνται για παχύτερα χαρτιά πολλαπλών στρώσεων, όπως χαρτόνι και υλικά συσκευασίας. Και οι δύο τύποι μηχανών παραγωγής χαρτιού βασίζονται στον ακριβή έλεγχο της διαδικασίας διαμόρφωσης για την επίτευξη των επιθυμητών ιδιοτήτων χαρτιού.
Συμβουλή: Η επιλογή μεταξύ μηχανών Fourdrinier και κυλίνδρων εξαρτάται από την απαιτούμενη ποιότητα χαρτιού και την τελική χρήση. Τα μηχανήματα Fourdrinier προσφέρουν ταχύτητα και ομοιομορφία, ενώ τα κυλινδρικά μηχανήματα παρέχουν αντοχή και πάχος για ειδικές εφαρμογές.
Πίεση, στέγνωμα και φινίρισμα
Πατήστε Ενότητα
Το τμήμα πρέσας μιας μηχανής παραγωγής χαρτιού αφαιρεί το νερό από το υγρό πλέγμα χαρτιού εφαρμόζοντας μηχανική πίεση. Τα ρολά πρέσας πιέζουν τον ιστό και οι απορροφητικές τσόχες πρέσας βοηθούν στην απομάκρυνση του νερού μέσω της τριχοειδούς δράσης. Οι προηγμένες πρέσες, όπως οι πρέσες παπουτσιών, αυξάνουν τον χρόνο και την πίεση που εφαρμόζεται, γεγονός που βελτιώνει την αφαίρεση του νερού και προστατεύει το φύλλο χαρτιού. Μετά το τμήμα διαμόρφωσης, ο ιστός χαρτιού περιέχει περίπου 60-70% νερό. Το τμήμα πρέσας μειώνει αυτή την υγρασία σε περίπου 45-55%. Αυτό το βήμα μειώνει την ενέργεια που απαιτείται για το στέγνωμα και βελτιώνει τόσο την ποιότητα του χαρτιού όσο και την απόδοση παραγωγής.
Οι συνήθεις τύποι πρέσας περιλαμβάνουν:
Σφουγγαροπιεστήρια, που χρησιμοποιούν καθαρό σφουγγάρι για μεμονωμένα φύλλα.
Απλές πρέσες κόντρα πλακέ, σφιγμένες με σφιγκτήρες C.
Υδραυλικές πρέσες, χρησιμοποιώντας γρύλους για παχύτερα ή πολλαπλά φύλλα.
Επιτραπέζιες πρέσες κενού, οι οποίες αντλούν νερό με αναρρόφηση.
Προσαρμοσμένα πιεστήρια από άλλες βιομηχανίες, όπως πιεστήρια βιβλίων ή λουλουδιών.
Φορητές πρέσες τάξης και σπιτικές πρέσες για συγκεκριμένες ανάγκες.
Τμήμα ξήρανσης
Το τμήμα στεγνώματος αφαιρεί το μεγαλύτερο μέρος της υπολειπόμενης υγρασίας από τον ιστό χαρτιού. Οι κύλινδροι που θερμαίνονται με ατμό στεγνώνουν τον ιστό στην επιθυμητή περιεκτικότητα σε υγρασία, η οποία είναι σημαντική για αντοχή και σταθερότητα. Η ενεργειακή απόδοση σε αυτό το στάδιο προέρχεται από διάφορες στρατηγικές:
Τα συστήματα ανάκτησης θερμότητας συλλαμβάνουν την απορριπτόμενη θερμότητα για να προθερμάνουν τον εισερχόμενο αέρα.
Τα σχέδια κουκούλας στεγνωτηρίου βελτιώνουν την ανακύκλωση της θερμότητας.
Η σωστή συντήρηση των φίλτρων και των αγωγών αέρα εξασφαλίζει αποτελεσματική ροή αέρα.
Τα προηγμένα συστήματα ελέγχου χρησιμοποιούν αισθητήρες για τη διατήρηση της βέλτιστης υγρασίας.
Οι καινοτομίες στα στεγνωτήρια υφασμάτων και στη διαχείριση ατμού μειώνουν τη χρήση ενέργειας.
Οι σύγχρονες τεχνολογίες ξήρανσης περιλαμβάνουν ξήρανση με μικροκύματα και προηγμένα συστήματα ξήρανσης ιστών, τα οποία βελτιώνουν περαιτέρω την απόδοση και την ποιότητα του προϊόντος.
Διαστασιολόγηση επιφανειών και καλαντέρωμα
Το μέγεθος της επιφάνειας και το καλαντέρ είναι τα βασικά βήματα φινιρίσματος. Το μέγεθος της επιφάνειας προετοιμάζει την επιφάνεια του χαρτιού, βελτιώνοντας τη φωτεινότητα, την ομαλότητα και την ικανότητα εκτύπωσης. Το καλαντάρισμα συμπιέζει την επιφάνεια του χαρτιού, μειώνοντας την τραχύτητα και αυξάνοντας τη γυαλάδα. Αυτή η διαδικασία αλλάζει τη δομή των ινών, καθιστώντας την επιφάνεια πιο ομοιόμορφη και καλύτερη για εκτύπωση. Ο εξοπλισμός καλαντέρωσης περιλαμβάνει τύπους φινιρίσματος μηχανής, φινιρίσματος υπερκαλαντέρ και φινιρίσματος πλάκας, καθένας από τους οποίους προσφέρει διαφορετικά επίπεδα ομαλότητας και γυαλάδας.
Περιέλιξη και Κοπή
Μετά το φινίρισμα, το χαρτί τυλίγεται σε μεγάλα ρολά jumbo. Οι μηχανές επανατύλιξης κόβουν αυτά τα ρολά σε στενότερες λωρίδες χρησιμοποιώντας λεπίδες και μετά τα τυλίγουν σε νέους πυρήνες. Η διαδικασία χρησιμοποιεί συστήματα ακριβούς ελέγχου τάσης και ευθυγράμμισης ιστού για την αποφυγή ζημιών και τη διασφάλιση της συνέπειας. Τα αυτοματοποιημένα συστήματα μπορούν να προσαρμόσουν το πλάτος, την πυκνότητα του ρολού και να ανιχνεύσουν ελαττώματα. Το τελικό προϊόν μπορεί να κοπεί περαιτέρω σε φύλλα ή μικρότερα ρολά, έτοιμο για συσκευασία και αποστολή.
Ποιοτικός έλεγχος και βιωσιμότητα στη διαδικασία παραγωγής χαρτιού
Ποιοτικός έλεγχος σε πραγματικό χρόνο
Τα σύγχρονα εργοστάσια χρησιμοποιούν προηγμένα συστήματα για την παρακολούθηση της διαδικασίας παραγωγής χαρτιού και τη διατήρηση των προτύπων χαρτιού υψηλής ποιότητας. Ένα Σύστημα Ποιοτικού Ελέγχου (QCS) μετρά ιδιότητες όπως η περιεκτικότητα σε υγρασία, η ομαλότητα, η τραχύτητα και η διπλή όψη σε πραγματικό χρόνο. Αυτά τα ψηφιακά εργαλεία συλλέγουν και αναλύουν δεδομένα άμεσα, επιτρέποντας στους τεχνικούς να προσαρμόζουν τις ρυθμίσεις και να αποτρέπουν ελαττώματα. Η μηχανική μάθηση και η τεχνητή νοημοσύνη βοηθούν πλέον στην πρόβλεψη προβλημάτων πριν συμβούν, αλλά οι ειδικευμένοι εργαζόμενοι εξακολουθούν να επιβλέπουν τη διαδικασία. Οι μύλοι συνδυάζουν αυτά τα ψηφιακά συστήματα με τακτικές επιθεωρήσεις εξοπλισμού για να διασφαλίσουν ότι η διαδικασία κατασκευής χαρτιού παραμένει αξιόπιστη και αποτελεσματική. Αυτή η προσέγγιση μειώνει το χρόνο διακοπής λειτουργίας και διατηρεί σταθερή την ποιότητα των προϊόντων.
Κατηγορία παραμέτρων ποιότητας |
Παραδείγματα παραμέτρων που μετρήθηκαν |
Φυσικές Ιδιότητες |
Βάρος βάσης, πάχος, χρώμα |
Χημικές Ιδιότητες |
Περιεκτικότητα σε υγρασία, περιεκτικότητα σε τέφρα |
Ιδιότητες Επιφανείας |
Λειότητα, τραχύτητα, γυαλάδα, λευκότητα |
Δομικές Ιδιότητες |
Διμερής όψη |
Σημείωση: Οι ιδιότητες της επιφάνειας όπως η τραχύτητα και η γυαλάδα επηρεάζουν την καλή εκτύπωση και εμφάνιση του χαρτιού. Η περιεκτικότητα σε υγρασία είναι επίσης κρίσιμη για τη δύναμη και τη σταθερότητα.
Περιβαλλοντικές Πρακτικές
Η βιωσιμότητα καθοδηγεί κάθε βήμα της διαδικασίας παραγωγής χαρτιού. Οι μύλοι έχουν αντικαταστήσει τη λεύκανση με βάση το χλώριο με ασφαλέστερες μεθόδους για την αποφυγή επιβλαβών χημικών. Χρησιμοποιούν ανακυκλωμένες ίνες και εναλλακτικές πηγές όπως μπαμπού ή γεωργικά απόβλητα για την προστασία των δασών και τη μείωση της χρήσης ενέργειας. Τα συστήματα ανακύκλωσης νερού και οι προηγμένες τεχνολογίες επεξεργασίας βοηθούν τους μύλους να χρησιμοποιούν λιγότερο νερό και να το διατηρούν καθαρό. Πολλές εγκαταστάσεις βασίζονται πλέον στη βιοενέργεια από ανανεώσιμα καύσιμα, μειώνοντας το αποτύπωμα άνθρακα. Ο αυτοματισμός και οι ψηφιακοί έλεγχοι μειώνουν τα απόβλητα και εξοικονομούν ενέργεια. Η υπεύθυνη προμήθεια και η διαχείριση των δασών υποστηρίζουν τη βιοποικιλότητα και την αναδάσωση. Οι βελτιώσεις της εφοδιαστικής αλυσίδας, όπως η προμήθεια υλικών πιο κοντά στο εργοστάσιο, μειώνουν περαιτέρω τις περιβαλλοντικές επιπτώσεις της παραγωγής χαρτιού.
Εξαλείψτε τη λεύκανση με βάση το χλώριο
Χρησιμοποιήστε ανακυκλωμένες ίνες και εναλλακτικές πρώτες ύλες
Ανακυκλώστε και επεξεργαστείτε το νερό αποτελεσματικά
Βελτιώστε την ενεργειακή απόδοση με σύγχρονο εξοπλισμό
Χρησιμοποιήστε ανανεώσιμες πηγές βιοενέργειας
Πρακτική υπεύθυνη διαχείριση δασών
Βελτιστοποιήστε τις αλυσίδες εφοδιασμού για χαμηλότερες εκπομπές
Συμβουλή: Η επιλογή χαρτιού υψηλής ποιότητας κατασκευασμένου με βιώσιμες πρακτικές συμβάλλει στην προστασία του περιβάλλοντος.
Συσκευασία και αποστολή
Οι μύλοι προστατεύουν τα τελικά προϊόντα χαρτιού με προσεκτικές μεθόδους συσκευασίας και αποστολής. Χρησιμοποιούν υλικά όπως περιτύλιγμα με φυσαλίδες, αφρό και ανθεκτικά κουτιά για να αποτρέψουν τη ζημιά από σκληρό χειρισμό ή μετακίνηση κατά τη μεταφορά. Οι προσαρμοσμένες λύσεις συσκευασίας ταιριάζουν στο μέγεθος και το βάρος κάθε προϊόντος, μειώνοντας τον κενό χώρο και τον κίνδυνο βλάβης. Τα ανθεκτικά στην υγρασία υλικά και οι σφραγίδες που δεν παραβιάζονται προσθέτουν επιπλέον προστασία. Μύλος δοκιμάζει τη συσκευασία προσομοιώνοντας πτώσεις και κρούσεις και, στη συνέχεια, βελτιώνει τα σχέδια με βάση την ανατροφοδότηση και τα δεδομένα απόδοσης. Η αποτελεσματική εφοδιαστική, όπως η χρήση σιδηροδρομικών γραμμών αντί για φορτηγά ή ο σχεδιασμός διαδρομών παράδοσης με τεχνητή νοημοσύνη, συμβάλλουν στη μείωση των εκπομπών και υποστηρίζουν τη βιωσιμότητα. Αυτά τα βήματα διασφαλίζουν ότι το χαρτί υψηλής ποιότητας φθάνει με ασφάλεια και με ελάχιστες περιβαλλοντικές επιπτώσεις.
Η διαδικασία παραγωγής χαρτιού μετατρέπει τις πρώτες ύλες σε έτοιμο χαρτί μέσω μιας σειράς βημάτων: προετοιμασία, πολτοποίηση, πλύσιμο, λεύκανση, σχηματισμός φύλλου, συμπίεση, ξήρανση και φινίρισμα. Μηχανήματα όπως οι μηχανές Fourdrinier και κυλινδρικές μηχανές εξασφαλίζουν αποτελεσματικότητα και σταθερή ποιότητα. Τα συστήματα ποιοτικού ελέγχου παρακολουθούν κάθε στάδιο, ενώ οι πρακτικές βιωσιμότητας μειώνουν τα απόβλητα και τη χρήση ενέργειας. Η διαδικασία κατασκευής χαρτιού βασίζεται σε προηγμένη τεχνολογία και περιβαλλοντική διαχείριση. Συνοπτικά, ο τρόπος κατασκευής του χαρτιού περιλαμβάνει ακριβή έλεγχο, σύγχρονο εξοπλισμό και ισχυρή δέσμευση για ποιότητα και βιωσιμότητα.
FAQ
Τι είναι η μηχανή παραγωγής χαρτιού;
Μια μηχανή παραγωγής χαρτιού μετατρέπει τον πολτό σε συνεχή φύλλα χαρτιού. Χρησιμοποιεί προηγμένα χειριστήρια για τη διαχείριση κάθε βήματος, από τη διαμόρφωση του φύλλου μέχρι το στέγνωμα και το φινίρισμα. Αυτό το μηχάνημα εξασφαλίζει υψηλής ποιότητας, ομοιόμορφο χαρτί για πολλές χρήσεις.
Σε τι διαφέρει μια μηχανή παραγωγής χαρτιού από μια μηχανή κατασκευής χαρτοσακούλας;
Μια μηχανή παραγωγής χαρτιού δημιουργεί μεγάλα ρολά ή φύλλα χαρτιού. Μια μηχανή κατασκευής χάρτινων σακουλών χρησιμοποιεί αυτά τα φύλλα για να κόψει, να διπλώσει και να κολλήσει χαρτί σε σακούλες. Κάθε μηχανή διαδραματίζει μοναδικό ρόλο στη βιομηχανία προϊόντων χαρτιού.
Μπορεί μια μηχανή παραγωγής χαρτιού να παράγει χαρτί για φλιτζάνια και σακούλες;
Ναί. Μια μηχανή παραγωγής χαρτιού μπορεί να παράγει χαρτί βάσης τόσο για μηχανές κατασκευής χάρτινων κυπέλλων όσο και για μηχανές κατασκευής χάρτινων σακουλών. Το μηχάνημα προσαρμόζει το πάχος, τη δύναμη και το φινίρισμα της επιφάνειας για να καλύψει τις ανάγκες κάθε προϊόντος.
Τι συντήρηση χρειάζεται μια μηχανή παραγωγής χαρτιού;
Οι χειριστές πρέπει να καθαρίζουν, να επιθεωρούν και να λιπαίνουν τακτικά τη μηχανή παραγωγής χαρτιού. Ελέγχουν για φθαρμένα εξαρτήματα και τα αντικαθιστούν όπως χρειάζεται. Η σωστή συντήρηση διατηρεί το μηχάνημα ομαλά και παρατείνει τη διάρκεια ζωής του.
Είναι οι μηχανές παραγωγής χαρτιού φιλικές προς το περιβάλλον;
Οι σύγχρονες μηχανές παραγωγής χαρτιού χρησιμοποιούν ανακυκλωμένες ίνες, εξοικονομούν ενέργεια και ανακυκλώνουν νερό. Πολλοί μύλοι χρησιμοποιούν οικολογικά χημικά και ανανεώσιμες πηγές ενέργειας. Αυτά τα βήματα συμβάλλουν στη μείωση των περιβαλλοντικών επιπτώσεων της παραγωγής χαρτιού.