Une machine à papier transforme les copeaux de bois et les matériaux recyclés en feuilles lisses de haute qualité grâce à un processus de fabrication du papier soigneusement contrôlé. Les machines modernes utilisent des commandes avancées pour surveiller chaque étape, augmentant ainsi l'efficacité et garantissant des résultats cohérents.
La durabilité reste une priorité clé, les usines recyclant l’eau et réduisant la consommation d’énergie.
Technologie ou mesure |
Améliorations de l’efficacité et de la qualité |
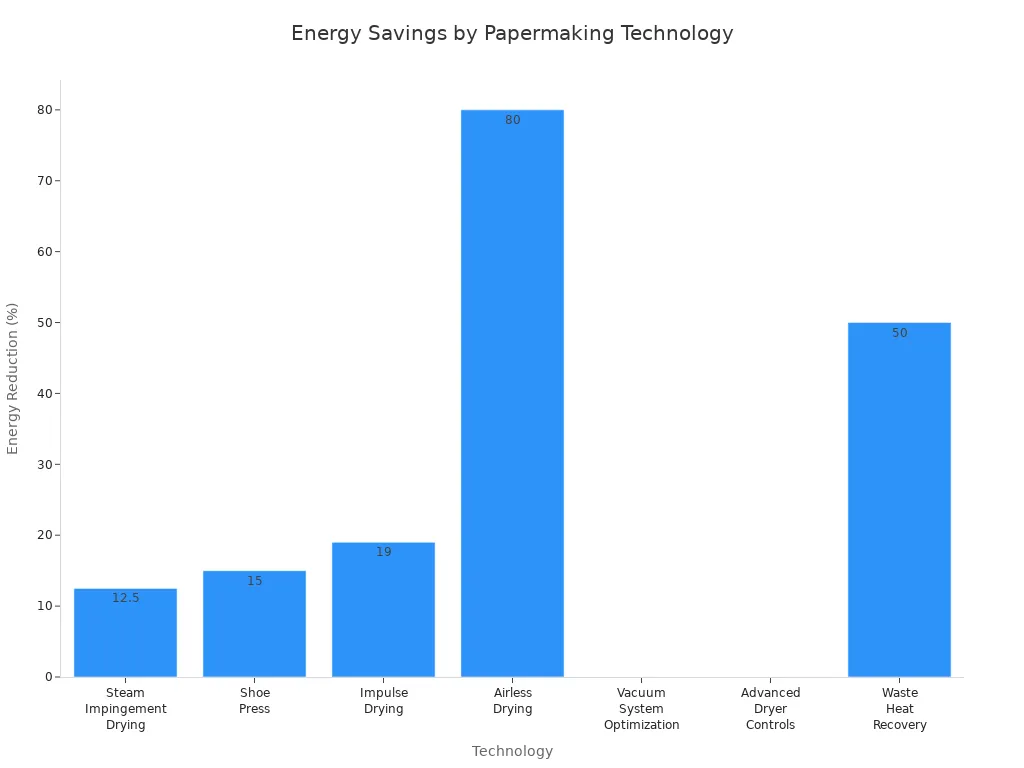
Séchage par impact de vapeur |
Économise 10 à 15 % d'énergie, améliore l'efficacité du séchage. |
Presse à sabot (pince étendue) |
Réduit la consommation d’énergie, améliore la résistance et la qualité du papier. |
Séchage Impulsif |
Économise 18 à 20 % d'énergie, augmente les taux de séchage et la sécheresse du papier. |
Séchage sans air |
Permet d'obtenir une réduction d'énergie thermique de 70 à 90 %, améliore l'efficacité du séchage. |
Optimisation du système de vide |
Économise de l'énergie significative, améliore l'efficacité de la déshydratation. |
Commandes avancées du sèche-linge |
Améliore le contrôle du processus, améliore l'uniformité du papier. |
Récupération de chaleur résiduelle issue du séchage |
Réduit la consommation d'énergie jusqu'à 50 %, réduit les coûts et l'impact environnemental. |
Le processus de fabrication du papier utilise ces innovations pour produire un papier solide et uniforme tout en favorisant la durabilité. Le processus de fabrication du papier s'appuie sur des contrôles de qualité, la gestion des ressources et la technologie pour répondre à la question : comment le papier est-il fabriqué du début à la fin ?
Points clés à retenir
Les machines à papier transforment les copeaux de bois et les matériaux recyclés en feuilles lisses et résistantes grâce à des étapes précises et des contrôles avancés.
Les matières premières comme la pâte de bois, les fibres recyclées et les sources non ligneuses sont préparées avec soin pour garantir la qualité et la durabilité.
La section de formage façonne la pâte en feuilles uniformes à l'aide de machines de type Fourdrinier et à cylindre, chacune adaptée à différentes qualités de papier.
Le pressage et le séchage éliminent efficacement l’eau, améliorant ainsi la résistance du papier et économisant de l’énergie grâce aux technologies modernes.
La durabilité est essentielle, avec des usines utilisant des produits chimiques respectueux de l'environnement, recyclant l'eau, économisant de l'énergie et gérant les forêts de manière responsable.
Préparation des matières premières
Le processus de fabrication des pâtes et papiers commence par une préparation minutieuse des matières premières. Les usines utilisent diverses sources pour créer de la pâte à papier. Les matières premières les plus courantes comprennent :
La pâte de bois, qui domine l’offre mondiale et garantit une qualité constante.
Le papier recyclé, qui est devenu plus important à mesure que les usines se concentrent sur la durabilité et l'amélioration de la technologie de recyclage.
Fibres non ligneuses, comme le bambou, le chanvre et les résidus agricoles, qui offrent des qualités uniques et un impact environnemental moindre.
Fibres recyclées, qui contribuent à réduire les déchets et soutiennent une production respectueuse de l'environnement.
Écorçage et déchiquetage
La première étape de la préparation des matières premières consiste à transformer les bûches en petits copeaux uniformes. Les moulins suivent une séquence précise :
Les travailleurs alimentent les grumes dans un tambour d'écorçage. Le tambour fait culbuter les bûches et les asperge de jets d'eau pour éliminer l'écorce. Cette étape évite la contamination et protège les machines.
Les bûches propres sont transférées vers une déchiqueteuse à grande vitesse. La déchiqueteuse utilise des lames tranchantes et rotatives pour couper les bûches en petits copeaux de bois uniformes.
Une taille de copeaux uniforme est essentielle. Il garantit une cuisson efficace et une séparation constante des fibres pendant le processus de réduction en pâte, ce qui affecte la qualité finale de la pâte à papier.
Méthodes de réduction en pâte
Après le déchiquetage, les usines utilisent différentes méthodes de réduction en pâte pour séparer les fibres. Les deux principaux types sont la pâte mécanique et la pâte chimique. Le tableau ci-dessous compare leurs principales caractéristiques :
Aspect |
Mise en pâte mécanique |
Mise en pâte chimique |
Rendement |
Élevé (90-95%) |
Faible (40-55%) |
Résistance du papier |
Résistance inférieure |
Résistance supérieure |
Luminosité |
Luminosité inférieure |
Luminosité plus élevée |
Durée de vie |
Durée de vie limitée (jaunissement) |
Une plus grande longévité |
La pâte mécanique conserve la majeure partie de la masse de bois, ce qui entraîne un rendement élevé mais une qualité inférieure. La pâte chimique élimine la lignine et les impuretés, produisant des fibres plus solides, plus brillantes et plus durables. La pâte chimique représente plus de 70 % de la production mondiale de pâte, la pâte mécanique étant principalement utilisée pour des produits comme le papier journal. Les usines choisissent le processus de réduction en pâte en fonction de la qualité du papier souhaitée et de l'utilisation finale.
Traitement de la pâte
Lavage et blanchiment
Le lavage et le blanchiment jouent un rôle crucial dans le processus de fabrication des pâtes et papiers. Les usines éliminent les contaminants de la pâte à papier pour améliorer la brillance et la qualité. Les principaux contaminants comprennent les halogénures organiques adsorbables (AOX), les dioxines, les furanes, les acides résiniques, les lignines chlorées, les composés phénoliques et les composés organiques synthétiques. Ces substances résultent souvent de réactions chimiques lors de la réduction en pâte et du blanchiment. Les travailleurs utilisent des étapes de lavage pour éliminer ces matières nocives, ce qui réduit les rejets dans l'environnement et améliore la qualité de la pâte. Les techniques de blanchiment avancées, telles que le blanchiment sans chlore élémentaire (ECF) et totalement sans chlore (TCF), réduisent encore davantage les résidus nocifs.
Les agents de blanchiment courants comprennent le chlore, le dioxyde de chlore, le peroxyde d'hydrogène et l'hydroxyde de sodium. Le chlore réagit avec la lignine pour la solubiliser, tandis que le dioxyde de chlore sert de puissant agent oxydant dans le blanchiment ECF. Le peroxyde d'hydrogène éclaircit la pulpe et l'hydroxyde de sodium aide à la fois à la cuisson et au blanchiment. Les usines utilisent également des agents moins courants comme l'acide peroxyacétique, le peroxymonosulfate de potassium et des enzymes telles que la xylanase. Les préoccupations environnementales ont conduit à réduire l’utilisation du chlore élémentaire, car il peut former des dioxines.
Astuce : Les usines qui utilisent un agent de blanchiment sans chlore et des produits chimiques respectueux de l'environnement contribuent à protéger l'environnement et à produire du papier plus propre et de haute qualité.
Affiner et battre
Le raffinage et le battage modifient la structure des fibres de pâte à papier. Les opérateurs utilisent un traitement mécanique pour induire une fibrillation interne, ce qui augmente le gonflement et la flexibilité des fibres. Ce procédé améliore la liaison des fibres et la densification des feuilles. Une fibrillation externe, une formation de fines, un raccourcissement et un redressement des fibres se produisent également pendant le raffinage. La disponibilité accrue d'hémicellulose sur les surfaces des fibres améliore la liaison fibre à fibre. Ces changements se traduisent par des feuilles plus denses avec une résistance à la traction et une rigidité plus élevées. Le raffinage affecte également les propriétés électrocinétiques et les charges superficielles des fibres, qui influencent la qualité du papier. L’effet global est un papier plus résistant, plus rigide et plus uniforme.
Dimensionnement et coloration
Les agents d'encollage et de coloration confèrent au papier ses propriétés finales. Les usines utilisent des agents d'encollage naturels et synthétiques, tels que la colophane, le dimère d'alkylcétène (AKD), l'anhydride alcénylsuccinique (ASA), l'amidon et le styrène acrylique. Les agents d'encollage se répartissent en deux catégories : internes (ajoutés à la pâte) et de surface (appliqués après la formation de la feuille). Ces agents augmentent la résistance à l'eau en créant des barrières hydrophobes, réduisent la porosité du papier et empêchent la pénétration de l'eau. Le dimensionnement améliore également l'imprimabilité en améliorant l'absorption de l'encre et en réduisant les saignements d'encre. Les propriétés mécaniques telles que la résistance à la traction, la résistance à la déchirure et la pliabilité s'améliorent avec un dimensionnement approprié.
Les agents colorants, notamment les pigments et les colorants, fournissent la teinte et la luminosité souhaitées. Le choix des encollages et des colorants dépend de l'utilisation prévue du papier. Par exemple, l’AKD convient aux emballages, la colophane convient aux papiers spéciaux et l’amidon est courant dans les papiers d’impression. Les usines sélectionnent des agents pour garantir que le papier répond à des exigences spécifiques en matière de résistance, d'apparence et de performance.
Formation de feuilles dans une machine à fabriquer du papier
L'étape de formation de la feuille est le cœur du machine à fabriquer du papier . Cette étape transforme la pâte traitée en feuilles continues, établissant ainsi les bases de la résistance, de la douceur et de l'uniformité du papier final. Le processus de formage repose sur un contrôle précis et une ingénierie avancée pour garantir des résultats de haute qualité.
Partie humide et caisse de tête
L'extrémité humide d'une machine à papier prépare la pâte à papier pour la formation de la feuille. La caisse de tête joue un rôle essentiel dans ce processus. Il convertit le flux de pâte provenant du pipeline en un jet fin et uniforme qui s'étend sur toute la largeur du tissu de formage. Cette étape est essentielle pour produire des feuilles uniformes.
La pâte à papier entre d'abord dans un réservoir d'amortissement des pulsations, ce qui réduit les fluctuations de pression et assure un débit stable.
La boue se déplace vers le collecteur à haute consistance (HC), la répartissant uniformément sur toute la largeur de la caisse d'arrivée.
L'en-tête à faible consistance (LC) contrôle la consistance de la pâte.
Les opérateurs utilisent une vanne de contrôle de dilution pour ajuster l’ajout d’eau, contrôlant ainsi avec précision la concentration de fibres.
La chambre de mélange mélange soigneusement la pulpe diluée pour une consistance uniforme.
Le tube de distribution répartit le lisier uniformément sur toute la largeur de la caisse de tête.
La chambre de tranquillisation calme l'écoulement, réduisant ainsi les turbulences.
Un générateur de turbulences réintroduit des turbulences contrôlées pour maintenir les fibres en suspension et éviter l'agglutination.
La pulpe sort par une buse, dirigeant la pâte uniformément sur le fil.
Des lèvres réglables au niveau de la buse contrôlent l'épaisseur et la vitesse de la boue, ajustant ainsi la distribution.
La pâte est finalement déposée sur la section de fil mobile, où une répartition uniforme des fibres est essentielle à la qualité du papier.
La caisse d'arrivée garantit que la pâte à papier correspond à la vitesse du tissu de formage. Ce contrôle minutieux évite l’agglutination des fibres et maintient une épaisseur uniforme sur toute la feuille. Les opérateurs peuvent ajuster les lèvres de coupe et les vannes de dilution pour affiner le grammage et la répartition des fibres, ce qui a un impact direct sur l'uniformité et la résistance des feuilles finies.
Remarque : Une formation uniforme de la feuille au niveau de l'extrémité humide est essentielle pour produire du papier de haute qualité aux propriétés constantes.
Section de formage et évacuation de l'eau
Dans la section de formage, la pâte diluée est versée sur un tissu de formage en mouvement, également connu sous le nom de fil. Le tissu formant agit comme un support perméable, permettant à l'eau de s'écouler tout en retenant les fibres. Cette étape marque le début du processus de formage, au cours duquel la pâte se transforme en une bande continue.
La structure maillée du tissu de formation influence la façon dont les fibres se déposent et s'alignent. Les boîtes de gravité et d'aspiration situées sous le fil aident à éliminer l'eau rapidement. À mesure que la bande avance, le drainage assisté par vide réduit encore davantage la teneur en eau. Le processus de formage à cette étape garantit que les fibres se répartissent uniformément, évitant ainsi les amas et les points faibles des feuilles.
Les opérateurs utilisent plusieurs méthodes pour éliminer l'eau de la pâte lors de la formation de la feuille :
La suspension de pâte commence avec une très faible teneur en matières solides, généralement autour de 0,2 % en poids.
La suspension est agitée pour assurer son homogénéité.
La filtration sous vide élimine une partie importante de l'eau, formant une feuille sur le tissu.
Le pré-séchage sous vide et à chaud réduit encore l'humidité.
La feuille est ensuite décollée et séchée à nouveau pour atteindre la siccité souhaitée.
Après la section de formage, la bande contient encore un pourcentage élevé d'eau, mais elle est beaucoup plus sèche que la suspension initiale. Le processus de formage à cette étape constitue la base de la structure et de la qualité du papier.
Machines à Fourdrinier et à Cylindres
Deux principaux types de machines à papier dominent l'industrie : les machines à fourdrinier et à cylindre. Chaque type utilise un processus de formage différent et produit différentes qualités de papier.
Aspect |
Fourdrinier |
Machine à cylindre |
Formation papier |
Couche unique et uniforme formée sur un treillis métallique plat en mouvement continu. |
Plusieurs couches formées sur des cylindres rotatifs partiellement immergés dans des cuves à pulpe, puis pressées ensemble. |
Qualités de papier |
Produit des papiers plus lisses et plus fins, idéaux pour l'impression, l'écriture et des papiers légers (40 à 120 g/m²). |
Produit des papiers multicouches plus épais comme le carton, le carton doublure et les matériaux d'emballage (au-dessus de 120 g/m²). |
Vitesse de fonctionnement |
Des vitesses plus élevées, généralement de 1 800 à 2 000 mètres par minute. |
Vitesses plus lentes, généralement 200 à 600 mètres par minute. |
Orientation des fibres |
Fibres alignées principalement dans le sens machine, ce qui donne une résistance anisotrope (rapport 2:1 à 3:1). |
Fibres réparties plus uniformément dans les directions, offrant une résistance équilibrée (rapport d'environ 1,5 : 1). |
Consistance de la pulpe |
Légèrement plus élevé (0,8 %-1,2 %), favorisant la formation de la feuille et le drainage. |
Inférieur (0,5 % à 1 %), facilitant la superposition en douceur de plusieurs épaisseurs. |
Entretien |
Plus intensif en raison de la complexité et des nombreuses pièces mobiles. |
Structure mécanique plus simple, nécessitant un entretien moins fréquent. |
Caractéristiques de sortie |
Produit des feuilles uniformes, lisses et fines adaptées aux papiers fins et à l'impression. |
Produit des feuilles multicouches plus épaisses et plus résistantes, adaptées aux emballages et aux papiers spéciaux. |
La machine Fourdrinier domine le monde moderne marché des machines à papier , représentant plus de 60 % des installations dans le monde. Cette machine excelle dans la production de feuilles lisses et fines pour l’impression et l’écriture. Les machines à cylindre, bien que moins courantes, sont préférées pour les papiers multicouches plus épais tels que le carton et les matériaux d'emballage. Les deux types de machines à papier reposent sur un contrôle précis du processus de formage pour obtenir les propriétés de papier souhaitées.
Astuce : Le choix entre les machines Fourdrinier et à cylindre dépend de la qualité de papier requise et de l'utilisation finale. Les machines Fourdrinier offrent vitesse et uniformité, tandis que les machines à cylindre offrent résistance et épaisseur pour les applications spécialisées.
Pressage, séchage et finition
Espace Presse
La section presse d'une machine à papier élimine l'eau de la bande de papier humide en appliquant une pression mécanique. Les rouleaux de presse pressent la bande et les feutres de presse absorbants aident à extraire l'eau par action capillaire. Les presses avancées, telles que les presses à sabots, augmentent le temps et la pression appliquées, ce qui améliore l'élimination de l'eau et protège la feuille de papier. Après la section de formage, la bande de papier contient environ 60 à 70 % d'eau. La section de presse réduit cette humidité à environ 45-55 %. Cette étape réduit l’énergie nécessaire au séchage et améliore à la fois la qualité du papier et l’efficacité de la production.
Les types courants de presses comprennent :
Presses à éponges, qui utilisent une éponge propre pour des feuilles individuelles.
Presses à contreplaqué simples, serrées avec des pinces en C.
Presses hydrauliques, utilisant des vérins pour feuilles plus épaisses ou multiples.
Presses à table sous vide, qui aspirent l'eau par aspiration.
Presses adaptées d'autres industries, comme les presses à livres ou à fleurs.
Presses portatives pour salles de classe et presses artisanales pour des besoins spécifiques.
Section de séchage
La section de séchage élimine la majeure partie de l'humidité restante de la bande de papier. Des cylindres chauffés à la vapeur sèchent la bande jusqu'à obtenir la teneur en humidité souhaitée, ce qui est important pour sa résistance et sa stabilité. L'efficacité énergétique à cette étape découle de plusieurs stratégies :
Les systèmes de récupération de chaleur captent la chaleur perdue pour préchauffer l’air entrant.
La conception des hottes de sécheuse améliore la recirculation de la chaleur.
Un bon entretien des filtres à air et des conduits garantit une circulation d’air efficace.
Les systèmes de contrôle avancés utilisent des capteurs pour maintenir une humidité optimale.
Les innovations en matière de tissus de séchage et de gestion de la vapeur réduisent la consommation d'énergie.
Les technologies de séchage modernes comprennent le séchage par micro-ondes et les systèmes avancés de séchage des tissus, qui améliorent encore l'efficacité et la qualité des produits.
Dimensionnement de surface et calandrage
Le dimensionnement des surfaces et le calandrage sont des étapes clés de finition. L'encollage de la surface prépare la surface du papier, améliorant ainsi la luminosité, la douceur et l'imprimabilité. Le calandrage comprime la surface du papier, réduisant ainsi la rugosité et augmentant la brillance. Ce processus modifie la structure des fibres, rendant la surface plus uniforme et meilleure pour l'impression. L'équipement de calandrage comprend des types de finition à la machine, de finition supercalandrée et de finition par placage, chacun offrant différents niveaux de douceur et de brillance.
Bobinage et découpe
Une fois terminé, le papier est enroulé en gros rouleaux géants. Les rebobineuses coupent ces rouleaux en bandes plus étroites à l'aide de lames, puis les rembobinent sur de nouveaux mandrins. Le processus utilise des systèmes précis de contrôle de tension et d’alignement de la bande pour éviter les dommages et garantir la cohérence. Les systèmes automatisés peuvent ajuster la largeur et la densité des rouleaux et détecter les défauts. Le produit final peut être découpé en feuilles ou en rouleaux plus petits, prêts à être emballés et expédiés.
Contrôle qualité et durabilité dans le processus de fabrication du papier
Contrôles de qualité en temps réel
Les usines modernes utilisent des systèmes avancés pour surveiller le processus de fabrication du papier et maintenir des normes de qualité élevées. Un système de contrôle qualité (QCS) mesure en temps réel des propriétés telles que la teneur en humidité, la douceur, la rugosité et la recto-verso. Ces outils numériques collectent et analysent les données instantanément, permettant aux techniciens d'ajuster les paramètres et de prévenir les défauts. L’apprentissage automatique et l’intelligence artificielle aident désormais à prédire les problèmes avant qu’ils ne surviennent, mais des travailleurs qualifiés continuent de superviser le processus. Les usines combinent ces systèmes numériques avec des inspections régulières des équipements pour garantir que le processus de fabrication du papier reste fiable et efficace. Cette approche réduit les temps d’arrêt et maintient la qualité des produits constante.
Catégorie de paramètre de qualité |
Exemples de paramètres mesurés |
Propriétés physiques |
Grammage, épaisseur, couleur |
Propriétés chimiques |
Teneur en humidité, teneur en cendres |
Propriétés des surfaces |
Douceur, rugosité, brillance, blancheur |
Propriétés structurelles |
Bilatéralité |
Remarque : Les propriétés de surface telles que la rugosité et la brillance affectent la qualité d'impression et l'apparence du papier. La teneur en humidité est également essentielle à la solidité et à la stabilité.
Pratiques environnementales
La durabilité guide chaque étape du processus de fabrication du papier. Les usines ont remplacé le blanchiment à base de chlore par des méthodes plus sûres pour éviter les produits chimiques nocifs. Ils utilisent des fibres recyclées et des sources alternatives comme le bambou ou des déchets agricoles pour protéger les forêts et réduire la consommation d'énergie. Les systèmes de recyclage de l’eau et les technologies de traitement avancées aident les usines à utiliser moins d’eau et à la maintenir propre. De nombreuses installations dépendent désormais de la bioénergie issue de carburants renouvelables, réduisant ainsi leur empreinte carbone. L'automatisation et les commandes numériques réduisent les déchets et économisent de l'énergie. Un approvisionnement responsable et une gestion forestière soutiennent la biodiversité et le reboisement. Les améliorations de la chaîne d'approvisionnement, telles que l'approvisionnement en matériaux plus près de l'usine, réduisent encore davantage les impacts environnementaux de la fabrication du papier.
Élimine le blanchiment à base de chlore
Utiliser des fibres recyclées et des matières premières alternatives
Recycler et traiter efficacement l’eau
Améliorer l’efficacité énergétique avec des équipements modernes
Utiliser la bioénergie renouvelable
Pratiquer une gestion forestière responsable
Optimiser les chaînes d’approvisionnement pour réduire les émissions
Astuce : Choisir du papier de haute qualité fabriqué selon des pratiques durables contribue à protéger l’environnement.
Emballage et expédition
Les usines protègent les produits finis en papier grâce à des méthodes d’emballage et d’expédition soignées. Ils utilisent des matériaux comme du papier bulle, de la mousse et des boîtes robustes pour éviter les dommages dus à une manipulation brutale ou à des mouvements pendant le transport. Les solutions d'emballage personnalisées s'adaptent à la taille et au poids de chaque produit, réduisant ainsi l'espace vide et le risque de dommage. Les matériaux résistants à l'humidité et les joints d'inviolabilité ajoutent une protection supplémentaire. Les usines testent les emballages en simulant les chutes et les impacts, puis améliorent les conceptions en fonction des commentaires et des données de performances. Une logistique efficace, comme l’utilisation du train au lieu des camions ou la planification des itinéraires de livraison avec l’IA, contribue à réduire les émissions et soutient la durabilité. Ces étapes garantissent que du papier de haute qualité arrive en toute sécurité et avec un impact minimal sur l'environnement.
Le processus de fabrication du papier transforme les matières premières en papier fini à travers une série d'étapes : préparation, réduction en pâte, lavage, blanchiment, formation de la feuille, pressage, séchage et finition. Des machines telles que des Fourdrinier et des machines à cylindres garantissent une efficacité et une qualité constante. Les systèmes de contrôle de qualité surveillent chaque étape, tandis que les pratiques de développement durable réduisent les déchets et la consommation d'énergie. Le processus de fabrication du papier repose sur une technologie de pointe et une gestion environnementale. En résumé, la fabrication du papier implique un contrôle précis, des équipements modernes et un engagement fort en faveur de la qualité et de la durabilité.
FAQ
Qu'est-ce qu'une machine à papier ?
Une machine à papier transforme la pâte en feuilles de papier continues. Il utilise des contrôles avancés pour gérer chaque étape, depuis la formation de la feuille jusqu'au séchage et à la finition. Cette machine garantit un papier uniforme de haute qualité pour de nombreuses utilisations.
En quoi une machine à fabriquer du papier diffère-t-elle d'une machine à fabriquer des sacs en papier ?
Une machine à papier crée de gros rouleaux ou feuilles de papier. Une machine de fabrication de sacs en papier utilise ces feuilles pour couper, plier et coller du papier dans des sacs. Chaque machine joue un rôle unique dans l'industrie des produits papetiers.
Une machine à papier peut-elle produire du papier pour les gobelets et les sacs ?
Oui. Une machine de fabrication de papier peut produire du papier de base pour les machines de fabrication de gobelets en papier et les machines de fabrication de sacs en papier. La machine ajuste l'épaisseur, la résistance et la finition de surface pour répondre aux besoins de chaque produit.
Quel entretien nécessite une machine à papier ?
Les opérateurs doivent nettoyer, inspecter et lubrifier régulièrement la machine à papier. Ils vérifient les pièces usées et les remplacent au besoin. Un entretien adéquat assure le bon fonctionnement de la machine et prolonge sa durée de vie.
Les machines à papier sont-elles respectueuses de l’environnement ?
Les machines modernes de fabrication de papier utilisent des fibres recyclées, économisent de l’énergie et recyclent l’eau. De nombreuses usines utilisent des produits chimiques respectueux de l’environnement et des énergies renouvelables. Ces étapes contribuent à réduire l’impact environnemental de la production de papier.