製紙機は、慎重に制御された製紙プロセスを通じて、木材チップとリサイクル材料を滑らかで高品質のシートに加工します。最新の機械は高度な制御を使用して各ステップを監視し、効率を高め、一貫した結果を保証します。
持続可能性は引き続き重要な焦点であり、工場では水のリサイクルとエネルギー使用の削減が行われています。
技術か対策か |
効率と品質の向上 |
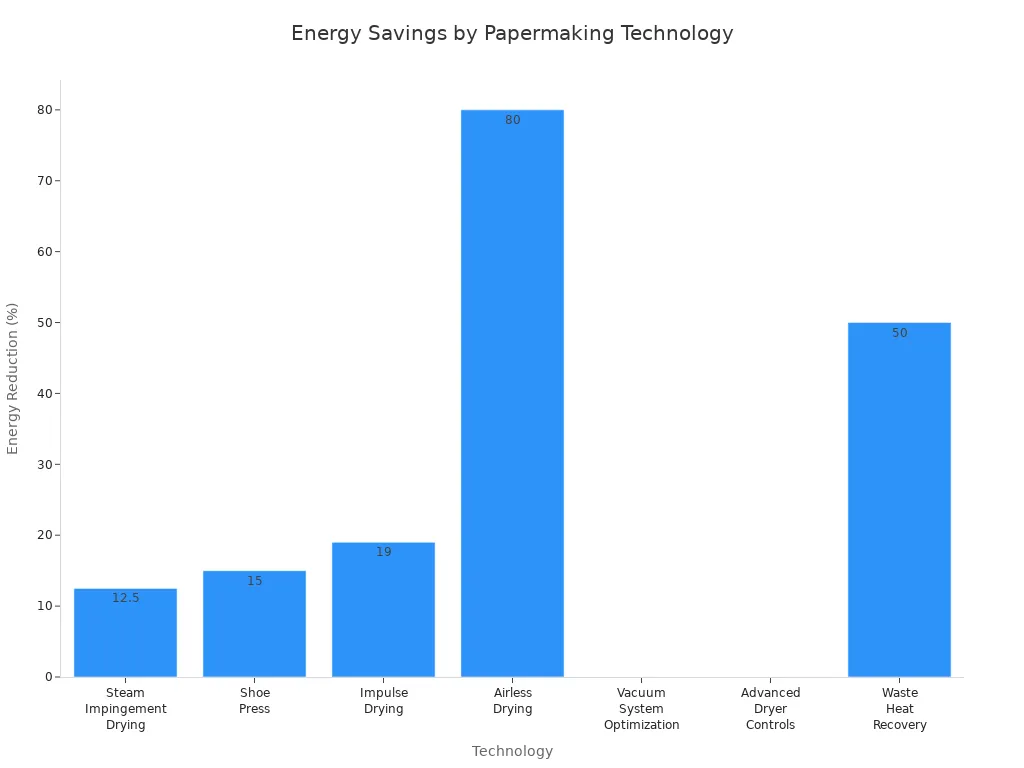
蒸気衝突乾燥 |
10~15%のエネルギーを節約し、乾燥効率を向上させます。 |
シュー(拡張ニップ)プレス |
エネルギー使用量を削減し、紙の強度と品質を向上させます。 |
インパルス乾燥 |
エネルギーを 18 ~ 20% 節約し、乾燥速度と紙の乾燥度を高めます。 |
エアレス乾燥 |
70~90%の熱エネルギー削減を実現し、乾燥効率を高めます。 |
真空システムの最適化 |
大幅な電力の節約と脱水効率の向上。 |
高度なドライヤー制御 |
プロセス制御を改善し、紙の均一性を高めます。 |
乾燥廃熱回収 |
エネルギー使用量を最大 50% 削減し、コストと環境への影響を削減します。 |
製紙プロセスではこれらのイノベーションを利用して、持続可能性をサポートしながら、強力で均一な紙を生産します。製紙プロセスは、「紙は最初から最後までどのように作られるのか?」という質問に答えるために、品質チェック、リソース管理、およびテクノロジーに依存しています。
重要なポイント
製紙機械は、正確な手順と高度な制御により、木くずや再生材料を滑らかで強力なシートにします。
木材パルプ、リサイクル繊維、非木材資源などの原材料は、品質と持続可能性を確保するために慎重に準備されています。
成形部では、紙質に応じた長網抄紙機やシリンダー式などの機械を用いてパルプを均一なシートに成形します。
最新のテクノロジーにより、プレスと乾燥により効率的に水分が除去され、紙の強度が向上し、エネルギーが節約されます。
持続可能性が鍵であり、工場では環境に優しい化学物質の使用、水のリサイクル、エネルギーの節約、責任ある森林管理が行われています。
原料の準備
紙パルプのプロセスは、原材料を注意深く準備することから始まります。工場では紙パルプを製造するためにさまざまな原料が使用されます。最も一般的な原材料には次のものがあります。
木材パルプは世界的な供給量を占め、安定した品質を保証します。
工場が持続可能性とリサイクル技術の向上に注力するにつれて、再生紙の重要性が高まっています。
竹、麻、農業残渣などの非木材繊維。独特の品質を持ち、環境への影響が少ない。
廃棄物を削減し、環境に優しい生産をサポートするリサイクル繊維。
樹皮剥ぎとチッピング
原料準備の最初のステップでは、丸太を小さく均一なチップに加工します。ミルは正確な順序に従います。
労働者は丸太を皮剥きドラムに送り込みます。ドラムは丸太を転がし、ウォータージェットを噴射して樹皮を取り除きます。このステップにより汚染が防止され、機械が保護されます。
きれいな丸太は高速チッパーに移されます。チッパーは鋭い回転刃を使用して丸太を小さく均一な木材チップに切断します。
均一なチップサイズが重要です。これにより、紙パルプの最終品質に影響を与えるパルプ化プロセス中の効率的な蒸解と一貫した繊維分離が保証されます。
パルプ化方法
チップ化後、工場ではさまざまなパルプ化方法を使用して繊維を分離します。 2 つの主なタイプは、機械パルプ化と化学パルプ化です。以下の表は、それらの主な機能を比較しています。
側面 |
機械パルプ化 |
化学パルプ化 |
収率 |
高 (90-95%) |
低い (40-55%) |
紙の強度 |
強度が低い |
より高い強度 |
輝度 |
明るさを下げる |
より高い輝度 |
寿命 |
寿命の限界(黄ばみ) |
長寿命化 |
機械パルプ化では木材の大部分が残るため、収量は高くなりますが、品質は低くなります。化学パルプ化によりリグニンと不純物が除去され、より強く、より明るく、より長持ちする繊維が生成されます。化学パルプ化は世界のパルプ生産の 70% 以上を占めており、機械パルプ化は主に新聞用紙などの製品に使用されています。工場は、希望する紙の品質と最終用途に基づいてパルプ化プロセスを選択します。
パルプ処理
洗濯と漂白
洗浄と漂白は紙パルプのプロセスにおいて重要な役割を果たします。工場では紙パルプから汚染物質を除去し、白色度と品質を向上させます。主な汚染物質には、吸着性有機ハロゲン化物 (AOX)、ダイオキシン、フラン、樹脂酸、塩素化リグニン、フェノール化合物、および合成有機化合物が含まれます。これらの物質は、多くの場合、パルプ化および漂白中の化学反応によって生じます。作業員はこれらの有害物質を除去するために洗浄ステップを使用するため、環境への排出が削減され、パルプの品質が向上します。元素塩素フリー (ECF) や完全塩素フリー (TCF) 漂白などの高度な漂白技術により、有害な残留物がさらに削減されます。
一般的な漂白剤には、塩素、二酸化塩素、過酸化水素、水酸化ナトリウムなどがあります。塩素はリグニンと反応して可溶化しますが、二酸化塩素は ECF 漂白において強力な酸化剤として機能します。過酸化水素は果肉を明るくし、水酸化ナトリウムは調理と漂白の両方に役立ちます。工場では、ペルオキシ酢酸、ペルオキシ一硫酸カリウム、キシラナーゼなどの酵素など、あまり一般的ではない薬剤も使用します。環境への懸念により、ダイオキシンを生成する可能性がある塩素元素の使用が減少しています。
ヒント: 塩素を含まない漂白剤と環境に優しい化学薬品を使用する工場は、環境を保護し、よりきれいで高品質な紙を生産するのに役立ちます。
精製と研磨
精製と叩解により、紙パルプの繊維の構造が変化します。オペレーターは機械的治療を使用して内部フィブリル化を誘発し、繊維の膨張と柔軟性を高めます。このプロセスにより、繊維の結合とシートの密度が向上します。外部フィブリル化、微粒子の形成、繊維の短縮、繊維の矯正も精製中に発生します。繊維表面上のヘミセルロースの利用可能性が高まると、繊維間の結合が強化されます。これらの変更により、シートの密度が高まり、引張強度と剛性が高くなります。精製は繊維の動電特性や表面電荷にも影響を及ぼし、紙の品質に影響を与えます。全体的な効果として、紙はより強く、より硬く、より均一になります。
サイズとカラーリング
サイズ剤と着色剤は、紙に最終的な特性を与えます。工場では、ロジン、アルキルケテンダイマー (AKD)、アルケニルコハク酸無水物 (ASA)、デンプン、スチレンアクリルなどの天然および合成サイズ剤の両方が使用されます。サイズ剤は、内部用(パルプに添加)と表面用(シート形成後に塗布)の 2 つのカテゴリに分類されます。これらの薬剤は疎水性バリアを形成することで耐水性を高め、紙の多孔性を減らし、水の浸透を防ぎます。また、サイジングによりインク吸収性が向上し、インクのにじみが軽減されるため、印刷適性も向上します。適切なサイジングにより、引張強度、耐引裂性、折り畳み性などの機械的特性が向上します。
顔料や染料を含む着色剤は、望ましい色合いと明るさを提供します。サイズ剤と着色剤の選択は、紙の使用目的によって異なります。たとえば、AKD はパッケージングに適しており、ロジンは特殊紙に適しており、でんぷんは印刷用紙によく使用されます。工場では、紙が強度、外観、性能に関する特定の要件を満たしていることを確認するために、薬剤を選択します。
抄紙機でのシート形成
シート形成段階が心臓部 製紙機。この段階では、加工されたパルプを連続シートに変え、最終的な紙の強度、滑らかさ、均一性の基礎を築きます。成形プロセスは、高品質の結果を保証するために、正確な制御と高度なエンジニアリングに依存しています。
ウェットエンドとヘッドボックス
製紙機械のウェットエンドでは、シート形成用のパルプスラリーが準備されます。ヘッドボックスはこのプロセスにおいて重要な役割を果たします。パイプラインからのパルプの流れを、成形生地の幅全体に広がる薄く均一なジェットに変換します。この工程は均一なシートを製造するために不可欠な工程です。
パルプスラリーはまず脈動減衰タンクに入り、圧力変動を抑え安定した流量を確保します。
スラリーは高濃度 (HC) ヘッダーに移動し、ヘッドボックスの幅全体に均一に分散します。
低濃度 (LC) ヘッダーはパルプの濃度を制御します。
オペレーターは希釈制御バルブを使用して水の添加を調整し、繊維濃度を正確に制御します。
混合チャンバーは、均一な粘稠度を得るために希釈パルプを徹底的に混合します。
分配チューブはスラリーをヘッドボックスの幅全体に均一に広げます。
静止室は流れを静め、乱流を軽減します。
乱流発生器は、制御された乱流を再導入して繊維を浮遊状態に保ち、凝集を防ぎます。
パルプはノズルから出て、スラリーをワイヤー上に均一に送ります。
ノズルの調整可能なリップにより、スラリーの厚さと速度を制御し、分布を微調整します。
スラリーは最終的に可動ワイヤ部分に堆積されます。そこでは均一な繊維分布が紙の品質にとって重要です。
ヘッドボックスは、パルプスラリーが成形ファブリックの速度と一致することを保証します。この慎重な制御により、繊維の凝集が防止され、シート全体で均一な厚みが維持されます。オペレーターはスライスリップと希釈バルブを調整して、最終シートの均一性と強度に直接影響を与える坪量と繊維分布を微調整できます。
注: 一貫した特性を持つ高品質の紙を製造するには、ウェットエンドでの均一なシート形成が不可欠です。
成形部と水分除去
成形セクションでは、希釈されたパルプスラリーが、ワイヤーとしても知られる移動する成形ファブリック上に注がれます。フォーミングファブリックは透過性のサポートとして機能し、繊維を保持しながら水を排出します。このステップは成形プロセスの始まりであり、パルプが連続ウェブに変わります。
成形ファブリックのメッシュ構造は、繊維がどのように定着して整列するかに影響します。ワイヤーの下にある重力ボックスと吸引ボックスにより、水を素早く除去できます。ウェブが前方に移動すると、真空による排水によって水分含有量がさらに減少します。この段階での成形プロセスにより、繊維が均一に分散され、シートの塊や弱い部分が防止されます。
オペレーターは、シート形成中にパルプから水を除去するためにいくつかの方法を使用します。
パルプ懸濁液は、通常は重量で約 0.2% という非常に低い固形分から始まります。
懸濁液を撹拌して均一性を確保します。
真空濾過によりかなりの部分の水分が除去され、生地上にシートが形成されます。
真空と加熱下での事前乾燥により、水分がさらに減少します。
次にシートを剥がし、望ましい乾燥度に達するまで再度乾燥させます。
成形セクションの後、ウェブにはまだ高い割合の水分が含まれていますが、最初のスラリーよりもはるかに乾燥しています。この段階の成形プロセスは、紙の構造と品質の基礎を設定します。
長網抄紙機・円網機
長網抄紙機と円網抄紙機という 2 つの主要なタイプの抄紙機が業界を支配しています。それぞれのタイプは異なる成形プロセスを使用し、異なるグレードの紙を製造します。
側面 |
長網抄紙機 |
シリンダーマシン |
紙の形成 |
連続的に移動する平らなワイヤーメッシュ上に形成された単一の均一な層。 |
部分的にパルプ槽に浸された回転シリンダー上で複数の層が形成され、その後一緒にプレスされます。 |
紙のグレード |
印刷、筆記、軽量グレード (40 ~ 120 gsm) に最適な、より滑らかで薄い紙を生成します。 |
段ボール、ライナーボード、梱包材などのより厚い複数層の紙 (120 gsm 以上) を製造します。 |
動作速度 |
高速、通常は毎分 1800 ~ 2000 メートル。 |
速度は遅く、通常は毎分 200 ~ 600 メートルです。 |
繊維の配向 |
繊維は主に縦方向に整列し、異方性強度(2:1 ~ 3:1 の比率)が得られます。 |
繊維が各方向により均一に分散され、バランスの取れた強度が得られます (比率は約 1.5:1)。 |
パルプの一貫性 |
わずかに高く (0.8% ~ 1.2%)、シートの形成と排水を促進します。 |
低くすると (0.5% ~ 1%)、複数の層をスムーズに積層しやすくなります。 |
メンテナンス |
複雑さと可動部品の多さにより、より負荷がかかります。 |
機械構造がシンプルになり、メンテナンスの頻度が少なくなります。 |
出力特性 |
上質紙や印刷に適した、均一で滑らかな薄いシートを生成します。 |
包装紙や特殊紙に適した、より厚く強力な多層シートを製造します。 |
長網抄紙機が現代の主流を占めている 世界の製紙機械 市場の60%以上を占めています。この機械は、印刷や筆記用の滑らかで薄いシートの作成に優れています。シリンダー機械はあまり一般的ではありませんが、段ボールや包装材などの厚い複数層の紙に好まれます。どちらのタイプの製紙機も、望ましい紙の特性を達成するには、成形プロセスの正確な制御に依存しています。
ヒント: 長網抄紙機と円網機のどちらを選択するかは、必要な紙のグレードと最終用途によって異なります。長網抄紙機は速度と均一性を提供し、シリンダー機は特殊用途向けの強度と厚さを提供します。
プレス、乾燥、仕上げ
プレスセクション
抄紙機のプレスセクションは、機械的圧力を加えて湿った紙ウェブから水を除去します。プレスロールがウェブを絞り、吸収性プレスフェルトが毛細管現象によって水を引き出すのに役立ちます。シュー プレスなどの高度なプレスでは、加える時間と圧力が長くなり、水の除去が向上し、紙シートが保護されます。成形セクション後の紙ウェブには約 60 ~ 70% の水分が含まれています。プレスセクションではこの水分を約 45 ~ 55% に減らします。この工程により、乾燥に必要なエネルギーが削減され、紙の品質と生産効率が向上します。
一般的な印刷機の種類は次のとおりです。
スポンジプレス。シートごとにきれいなスポンジを使用します。
C クランプで締め付けたシンプルな合板プレス。
ジャッキを使用して厚いシートや複数枚のシートを加工する油圧プレス。
吸引により水を抜く真空卓上プレス。
製本機やフラワープレス機など、他の業界の印刷機を適応させます。
特定のニーズに応えるポータブル教室用印刷機と自家製印刷機。
乾燥セクション
乾燥セクションでは、紙ウェブから残っている水分の大部分が除去されます。蒸気で加熱されたシリンダーは、強度と安定性に重要な目的の水分含有量までウェブを乾燥させます。この段階でのエネルギー効率は、いくつかの戦略から導き出されます。
熱回収システムは廃熱を回収して流入空気を予熱します。
乾燥機フードの設計により、熱の再循環が向上します。
エアフィルターとダクトを適切にメンテナンスすることで、効率的な空気の流れが確保されます。
高度な制御システムはセンサーを使用して最適な湿度を維持します。
乾燥機の生地と蒸気管理の革新により、エネルギー使用量が削減されます。
最新の乾燥技術には、マイクロ波乾燥や高度な組織乾燥システムが含まれており、効率と製品の品質がさらに向上します。
表面のサイジングとカレンダー加工
表面のサイジングとカレンダー加工は重要な仕上げステップです。表面サイジングにより紙の表面が整えられ、明るさ、平滑性、印刷適性が向上します。カレンダー加工により紙の表面が圧縮され、ざらつきが軽減され、光沢が増します。このプロセスにより繊維構造が変化し、表面がより均一になり、印刷しやすくなります。カレンダー加工装置にはマシン仕上げ、スーパーカレンダー仕上げ、メッキ仕上げなどのタイプがあり、それぞれ平滑性や光沢度が異なります。
巻き取りと切断
仕上げ後の紙は大きなジャンボロールに巻き取られます。スリッター巻き取り機は、ブレードを使用してこれらのロールをより狭いストリップに切断し、新しいコアに巻き戻します。このプロセスでは、正確な張力制御とウェブ位置合わせシステムを使用して、損傷を防ぎ、一貫性を確保します。自動化システムは、ロールの幅、密度を調整し、欠陥を検出できます。最終製品はさらにシートまたは小さなロールに切断され、すぐに梱包して出荷できます。
製紙プロセスにおける品質管理と持続可能性
リアルタイムの品質チェック
現代の工場では、高度なシステムを使用して製紙プロセスを監視し、高品質の紙基準を維持しています。品質管理システム (QCS) は、含水率、平滑性、粗さ、両面性などの特性をリアルタイムで測定します。これらのデジタル ツールはデータを即座に収集して分析するため、技術者は設定を調整して欠陥を防ぐことができます。機械学習と人工知能は現在、問題が発生する前に予測するのに役立ちますが、依然として熟練した労働者がプロセスを監督しています。工場では、これらのデジタル システムと定期的な設備検査を組み合わせて、製紙プロセスの信頼性と効率性を確保しています。このアプローチにより、ダウンタイムが削減され、製品の品質が一定に保たれます。
品質パラメータのカテゴリ |
測定パラメータの例 |
物理的特性 |
坪量、厚さ、色 |
化学的性質 |
水分含有量、灰分含有量 |
表面特性 |
平滑度、粗さ、光沢、白色度 |
構造特性 |
二面性 |
注: 粗さや光沢などの表面特性は、紙の印刷や見栄えに影響します。水分含有量も強度と安定性にとって重要です。
環境への取り組み
持続可能性は製紙プロセスのあらゆる段階を導きます。工場は、有害な化学物質を避けるために、塩素ベースの漂白をより安全な方法に置き換えています。森林を保護し、エネルギー使用量を削減するために、リサイクル繊維や竹や農業廃棄物などの代替資源を使用しています。水リサイクル システムと高度な処理技術により、工場は水の使用量を減らし、水をきれいに保つことができます。現在、多くの施設は再生可能燃料からのバイオエネルギーに依存しており、二酸化炭素排出量を削減しています。自動化とデジタル制御により無駄が削減され、エネルギーが節約されます。責任ある調達と森林管理は生物多様性と森林再生をサポートします。原料を工場に近い場所で調達するなどのサプライチェーンの改善により、製紙による環境への影響がさらに削減されます。
塩素系漂白剤の除去
再生繊維や代替原料を使用する
水を効率的にリサイクルして処理する
最新の設備でエネルギー効率を向上
再生可能なバイオエネルギーを利用する
責任ある森林管理を実践する
サプライチェーンを最適化して排出量を削減する
ヒント: 持続可能な方法で作られた高品質の紙を選択すると、環境保護に役立ちます。
梱包と発送
工場は、慎重な梱包と配送方法で完成した紙製品を保護します。輸送中の乱暴な取り扱いや動きによる損傷を防ぐために、気泡緩衝材、発泡フォーム、頑丈な箱などの素材が使用されています。カスタム包装ソリューションは各製品のサイズと重量に適合し、空きスペースと危害のリスクを軽減します。耐湿性素材と不正開封防止シールにより、保護がさらに強化されています。ミルズは落下や衝撃をシミュレートしてパッケージングをテストし、フィードバックと性能データに基づいて設計を改善します。トラックの代わりに鉄道を使用したり、AI を使用して配送ルートを計画したりするなど、効率的な物流は、排出量を削減し、持続可能性をサポートします。これらの手順により、高品質の紙が安全に、環境への影響を最小限に抑えて到着することが保証されます。
製紙プロセスは、原料を準備、パルプ化、洗浄、漂白、シート成形、プレス、乾燥、仕上げという一連の手順を経て完成紙に変えます。長網抄紙機や円網機などの機械により、効率と安定した品質が保証されます。品質管理システムはあらゆる段階を監視し、持続可能性の実践により廃棄物とエネルギーの使用を削減します。製紙プロセスは高度な技術と環境管理に依存しています。要約すると、紙の製造には正確な制御、最新の設備、品質と持続可能性への強い取り組みが必要です。
よくある質問
製紙機とは何ですか?
製紙機はパルプを連続紙に加工します。シートの成形から乾燥、仕上げまでの各工程を高度な制御で管理します。この機械は、さまざまな用途に適した高品質で均一な紙を保証します。
製紙機と紙製袋機はどう違うのですか?
製紙機は大きなロールまたはシートを作成します。紙袋製造機は、これらのシートを使用して、紙を切り、折り、糊付けして袋を作ります。各機械は紙製品業界で独自の役割を果たします。
製紙機でカップや袋に使う紙も作れますか?
はい。抄紙機は、紙コップ抄紙機と紙袋抄紙機の両方の原紙を製造できます。製品の厚み、強度、表面仕上げなどを機械で調整し、製品のニーズに合わせて調整します。
製紙機械にはどのようなメンテナンスが必要ですか?
オペレーターは製紙機械を定期的に清掃、検査し、注油する必要があります。摩耗した部品がないかチェックし、必要に応じて交換します。適切なメンテナンスにより、機械はスムーズに動作し、寿命が延びます。
製紙機械は環境に優しいですか?
最新の製紙機械は再生繊維を使用し、エネルギーを節約し、水をリサイクルします。多くの工場では、環境に優しい化学薬品と再生可能エネルギーを使用しています。これらの手順は、紙の製造による環境への影響を軽減するのに役立ちます。