Mesin membuat kertas mengubah serpihan kayu dan bahan kitar semula menjadi kepingan licin dan berkualiti tinggi melalui proses pembuatan kertas yang dikawal dengan teliti. Mesin moden menggunakan kawalan lanjutan untuk memantau setiap langkah, meningkatkan kecekapan dan memastikan hasil yang konsisten.
Kemampanan kekal sebagai tumpuan utama, dengan kilang mengitar semula air dan mengurangkan penggunaan tenaga.
Teknologi atau Ukuran |
Kecekapan dan Penambahbaikan Kualiti |
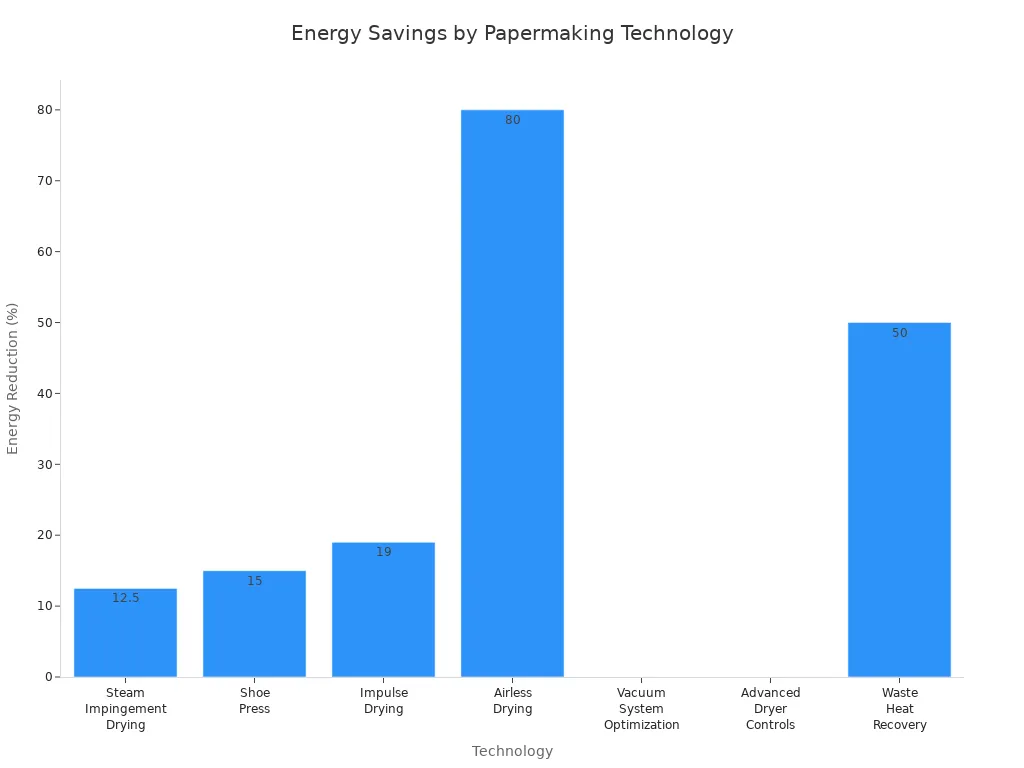
Pengeringan Kesan Stim |
Menjimatkan 10-15% tenaga, meningkatkan kecekapan pengeringan. |
Tekan Kasut (Extended Nip). |
Mengurangkan penggunaan tenaga, meningkatkan kekuatan dan kualiti kertas. |
Pengeringan Impuls |
Menjimatkan 18-20% tenaga, meningkatkan kadar pengeringan dan kekeringan kertas. |
Pengeringan Tanpa Udara |
Mencapai 70-90% pengurangan tenaga haba, meningkatkan kecekapan pengeringan. |
Pengoptimuman Sistem Vakum |
Menjimatkan kuasa yang ketara, meningkatkan kecekapan penyahairan. |
Kawalan Pengering Lanjutan |
Meningkatkan kawalan proses, meningkatkan keseragaman kertas. |
Pemulihan Haba Sisa daripada Pengeringan |
Mengurangkan penggunaan tenaga sehingga 50%, mengurangkan kos dan kesan alam sekitar. |
Proses pembuatan kertas menggunakan inovasi ini untuk menyampaikan kertas yang kukuh dan seragam sambil menyokong kemampanan. Proses pembuatan kertas bergantung pada pemeriksaan kualiti, pengurusan sumber dan teknologi untuk menjawab soalan: bagaimana kertas dibuat dari awal hingga akhir?
Pengambilan Utama
Mesin membuat kertas mengubah serpihan kayu dan bahan kitar semula menjadi kepingan yang licin dan kuat melalui langkah-langkah yang tepat dan kawalan lanjutan.
Bahan mentah seperti pulpa kayu, gentian kitar semula dan sumber bukan kayu disediakan dengan teliti untuk memastikan kualiti dan kemampanan.
Bahagian pembentuk membentuk pulpa menjadi kepingan seragam menggunakan mesin seperti Fourdrinier dan jenis silinder, setiap satu sesuai untuk gred kertas yang berbeza.
Menekan dan mengeringkan mengeluarkan air dengan cekap, meningkatkan kekuatan kertas dan menjimatkan tenaga dengan teknologi moden.
Kemampanan adalah kunci, dengan kilang menggunakan bahan kimia mesra alam, mengitar semula air, menjimatkan tenaga dan mengurus hutan secara bertanggungjawab.
Penyediaan Bahan Mentah
Proses pulpa dan kertas bermula dengan penyediaan bahan mentah yang teliti. Kilang menggunakan pelbagai sumber untuk mencipta pulpa kertas. Bahan mentah yang paling biasa termasuk:
Pulpa kayu, yang mendominasi bekalan global dan memastikan kualiti yang konsisten.
Kertas kitar semula, yang menjadi lebih penting apabila kilang memfokuskan pada kemampanan dan teknologi kitar semula yang dipertingkatkan.
Gentian bukan kayu, seperti buluh, rami dan sisa pertanian, yang menawarkan kualiti unik dan kesan alam sekitar yang lebih rendah.
Gentian kitar semula, yang membantu mengurangkan sisa dan menyokong pengeluaran mesra alam.
Debarking dan Chipping
Langkah pertama dalam penyediaan bahan mentah melibatkan mengubah kayu balak menjadi kerepek yang kecil dan seragam. Kilang mengikut urutan yang tepat:
Pekerja menyuap kayu balak ke dalam dram debarking. Drum menggulingkan kayu balak dan menyemburnya dengan pancutan air untuk mengeluarkan kulit kayu. Langkah ini menghalang pencemaran dan melindungi jentera.
Balak yang bersih bergerak ke chipper berkelajuan tinggi. Pemotong menggunakan bilah yang tajam dan berputar untuk memotong kayu balak menjadi serpihan kayu yang kecil.
Saiz cip yang seragam adalah penting. Ia memastikan memasak yang cekap dan pengasingan gentian yang konsisten semasa proses pulpa, yang menjejaskan kualiti akhir pulpa kertas.
Kaedah Pulping
Selepas kerepek, kilang menggunakan kaedah pulping yang berbeza untuk memisahkan gentian. Dua jenis utama ialah pulping mekanikal dan kimia. Jadual di bawah membandingkan ciri utama mereka:
Aspek |
Pulping Mekanikal |
Pulping Kimia |
hasil |
Tinggi (90-95%) |
Rendah (40-55%) |
Kekuatan Kertas |
Kekuatan yang lebih rendah |
Kekuatan yang lebih tinggi |
Kecerahan |
Kecerahan lebih rendah |
Kecerahan yang lebih tinggi |
Jangka hayat |
Jangka hayat terhad (menguning) |
Lebih panjang umur |
Pulpa mekanikal mengekalkan sebahagian besar jisim kayu, menghasilkan hasil yang tinggi tetapi kualiti yang lebih rendah. Pepulpa kimia menghilangkan lignin dan kekotoran, menghasilkan gentian yang lebih kuat, lebih cerah dan tahan lebih lama. Pulpa kimia menyumbang lebih daripada 70% pengeluaran pulpa global, dengan pulpa mekanikal digunakan terutamanya untuk produk seperti kertas surat khabar. Kilang memilih proses pulping berdasarkan kualiti kertas yang dikehendaki dan penggunaan akhir.
Pemprosesan Pulpa
Mencuci dan Memutih
Pencucian dan pelunturan memainkan peranan penting dalam proses pulpa dan kertas. Kilang mengeluarkan bahan cemar daripada pulpa kertas untuk meningkatkan kecerahan dan kualiti. Bahan cemar utama termasuk halida organik boleh serap (AOX), dioksin, furan, asid resin, lignin berklorin, sebatian fenolik, dan sebatian organik sintetik. Bahan ini selalunya terhasil daripada tindak balas kimia semasa pulpa dan pelunturan. Pekerja menggunakan langkah membasuh untuk menghapuskan bahan berbahaya ini, yang mengurangkan pelepasan alam sekitar dan meningkatkan kualiti pulpa. Teknik pelunturan lanjutan, seperti pelunturan bebas klorin unsur (ECF) dan pelunturan bebas klorin (TCF) sepenuhnya, mengurangkan lagi sisa berbahaya.
Ejen peluntur yang biasa termasuk klorin, klorin dioksida, hidrogen peroksida dan natrium hidroksida. Klorin bertindak balas dengan lignin untuk melarutkannya, manakala klorin dioksida berfungsi sebagai agen pengoksida yang kuat dalam pelunturan ECF. Hidrogen peroksida mencerahkan pulpa, dan natrium hidroksida membantu dalam kedua-dua memasak dan pelunturan. Kilang juga menggunakan agen yang kurang biasa seperti asid peroksiasetik, kalium peroksimonosulfat, dan enzim seperti xilanase. Kebimbangan alam sekitar telah menyebabkan pengurangan penggunaan unsur klorin, kerana ia boleh membentuk dioksin.
Petua: Kilang yang menggunakan pelunturan bebas klorin dan bahan kimia mesra alam membantu melindungi alam sekitar dan menghasilkan kertas yang lebih bersih dan berkualiti tinggi.
Menapis dan Memukul
Penapisan dan pemukulan mengubah struktur gentian pulpa kertas. Pengendali menggunakan rawatan mekanikal untuk mendorong fibrilasi dalaman, yang meningkatkan pembengkakan gentian dan fleksibiliti. Proses ini meningkatkan ikatan gentian dan ketumpatan lembaran. Fibrilasi luaran, pembentukan halus, pemendekan gentian, dan pelurus gentian juga berlaku semasa penapisan. Peningkatan ketersediaan hemiselulosa pada permukaan gentian meningkatkan ikatan gentian ke gentian. Perubahan ini menghasilkan kepingan yang lebih padat dengan kekuatan tegangan dan kekakuan yang lebih tinggi. Penapisan juga mempengaruhi sifat elektrokinetik dan cas permukaan gentian, yang mempengaruhi kualiti kertas. Kesan keseluruhan adalah kertas yang lebih kuat, kaku dan lebih seragam.
Saiz dan Mewarna
Ejen saiz dan pewarna memberikan kertas sifat terakhirnya. Kilang menggunakan kedua-dua agen saiz semula jadi dan sintetik, seperti rosin, alkil ketena dimer (AKD), alkenil suksinik anhidrida (ASA), kanji dan akrilik stirena. Ejen saiz terbahagi kepada dua kategori: dalaman (ditambah pada pulpa) dan permukaan (digunakan selepas pembentukan kepingan). Ejen ini meningkatkan rintangan air dengan mencipta halangan hidrofobik, mengurangkan keliangan kertas, dan menghalang penembusan air. Saiz juga meningkatkan kebolehcetakan dengan meningkatkan penyerapan dakwat dan mengurangkan pendarahan dakwat. Sifat mekanikal seperti kekuatan tegangan, rintangan koyakan dan kebolehlipatan bertambah baik dengan saiz yang betul.
Ejen pewarna, termasuk pigmen dan pewarna, memberikan naungan dan kecerahan yang diingini. Pilihan saiz dan agen pewarna bergantung pada tujuan penggunaan kertas. Contohnya, AKD sesuai dengan pembungkusan, rosin berfungsi untuk kertas khusus, dan kanji adalah perkara biasa dalam kertas percetakan. Mills memilih ejen untuk memastikan kertas memenuhi keperluan khusus untuk kekuatan, penampilan dan prestasi.
Pembentukan Lembaran dalam Mesin Pembuat Kertas
Peringkat pembentukan kepingan adalah nadi mesin membuat kertas . Peringkat ini mengubah pulpa yang diproses menjadi kepingan berterusan, menetapkan asas untuk kekuatan, kelicinan dan keseragaman kertas akhir. Proses pembentukan bergantung pada kawalan yang tepat dan kejuruteraan lanjutan untuk memastikan hasil yang berkualiti tinggi.
Hujung Basah dan Kotak Kepala
Hujung basah mesin membuat kertas menyediakan buburan pulpa untuk pembentukan kepingan. Kotak kepala memainkan peranan penting dalam proses ini. Ia menukarkan aliran pulpa dari saluran paip kepada pancutan nipis, sekata yang merebak ke seluruh lebar kain pembentuk. Langkah ini penting untuk menghasilkan helaian seragam.
Buburan pulpa mula-mula memasuki tangki pelembap denyutan, yang mengurangkan turun naik tekanan dan memastikan aliran yang stabil.
Buburan bergerak ke pengepala ketekalan tinggi (HC), mengagihkannya sama rata pada lebar kotak kepala.
Pengepala ketekalan rendah (LC) mengawal ketekalan pulpa.
Operator menggunakan injap kawalan pencairan untuk melaraskan penambahan air, mengawal kepekatan gentian dengan tepat.
Ruang adunan mencampurkan pulpa yang dicairkan dengan teliti untuk konsistensi seragam.
Tiub pengedaran meratakan buburan merentasi lebar kotak kepala.
Ruang pegun menenangkan aliran, mengurangkan pergolakan.
Penjana pergolakan memperkenalkan semula pergolakan terkawal untuk memastikan gentian digantung dan mengelakkan penggumpalan.
Pulpa keluar melalui muncung, menghalakan buburan sama rata ke wayar.
Bibir boleh laras pada muncung mengawal ketebalan dan halaju buburan, pengedaran penalaan halus.
Buburan akhirnya didepositkan ke bahagian wayar yang bergerak, di mana pengedaran gentian seragam adalah penting untuk kualiti kertas.
Kotak kepala memastikan bahawa buburan pulpa sepadan dengan kelajuan fabrik membentuk. Kawalan berhati-hati ini menghalang gentian bergumpal dan mengekalkan ketebalan sekata pada helaian. Operator boleh melaraskan bibir hirisan dan injap pencairan untuk memperhalusi berat asas dan pengagihan gentian, yang secara langsung memberi kesan kepada keseragaman dan kekuatan helaian siap.
Nota: Pembentukan helaian seragam di hujung basah adalah penting untuk menghasilkan kertas berkualiti tinggi dengan sifat yang konsisten.
Bahagian Pembentukan dan Penyingkiran Air
Dalam bahagian membentuk, buburan pulpa yang dicairkan dituangkan ke atas kain pembentuk yang bergerak, juga dikenali sebagai wayar. Fabrik pembentuk bertindak sebagai sokongan telap, membolehkan air mengalir sambil mengekalkan gentian. Langkah ini menandakan permulaan proses pembentukan, di mana pulpa berubah menjadi web berterusan.
Struktur jaringan fabrik yang membentuk mempengaruhi cara gentian mendap dan menjajar. Kotak graviti dan sedutan di bawah wayar membantu mengeluarkan air dengan cepat. Apabila web bergerak ke hadapan, saliran berbantukan vakum mengurangkan lagi kandungan air. Proses pembentukan pada peringkat ini memastikan gentian mengedar secara sama rata, mengelakkan gumpalan dan bintik-bintik lemah dalam helaian.
Operator menggunakan beberapa kaedah untuk mengeluarkan air daripada pulpa semasa pembentukan kepingan:
Suspensi pulpa bermula dengan kandungan pepejal yang sangat rendah, biasanya sekitar 0.2% mengikut berat.
Suspensi dikacau untuk memastikan kehomogenan.
Penapisan vakum mengeluarkan sebahagian besar air, membentuk helaian pada kain.
Pra-pengeringan di bawah vakum dan haba mengurangkan lagi kelembapan.
Lembaran itu kemudian dikupas dan dikeringkan semula untuk mencapai kekeringan yang diingini.
Selepas bahagian pembentukan, web masih mengandungi peratusan air yang tinggi, tetapi ia jauh lebih kering daripada buburan awal. Proses pembentukan pada peringkat ini menetapkan asas untuk struktur dan kualiti kertas.
Mesin Fourdrinier dan Silinder
Dua jenis utama mesin membuat kertas mendominasi industri: Mesin Fourdrinier dan silinder. Setiap jenis menggunakan proses pembentukan yang berbeza dan menghasilkan gred kertas yang berbeza.
Aspek |
Mesin Fourdrinier |
Mesin Silinder |
Pembentukan Kertas |
Lapisan seragam tunggal terbentuk pada jaringan dawai rata yang bergerak secara berterusan. |
Pelbagai lapisan terbentuk pada silinder berputar sebahagiannya tenggelam dalam tong pulpa, kemudian ditekan bersama. |
Gred Kertas |
Menghasilkan kertas yang lebih licin dan nipis sesuai untuk mencetak, menulis dan gred ringan (40-120 gsm). |
Menghasilkan kertas berbilang lapis yang lebih tebal seperti kadbod, papan pelapik dan bahan pembungkusan (melebihi 120 gsm). |
Kelajuan Operasi |
Kelajuan yang lebih tinggi, biasanya 1800-2000 meter seminit. |
Kelajuan yang lebih perlahan, biasanya 200-600 meter seminit. |
Orientasi Gentian |
Gentian diselaraskan terutamanya dalam arah mesin, menghasilkan kekuatan anisotropik (nisbah 2:1 hingga 3:1). |
Gentian diagihkan dengan lebih sekata merentas arah, memberikan kekuatan yang seimbang (sekitar nisbah 1.5:1). |
Konsistensi Pulpa |
Lebih tinggi sedikit (0.8%-1.2%), membantu pembentukan kepingan dan saliran. |
Lebih rendah (0.5%-1%), memudahkan lapisan licin berbilang lapis. |
Penyelenggaraan |
Lebih intensif kerana kerumitan dan banyak bahagian yang bergerak. |
Struktur mekanikal yang lebih ringkas, memerlukan penyelenggaraan yang kurang kerap. |
Ciri-ciri Output |
Menghasilkan kepingan seragam, licin, nipis sesuai untuk kertas halus dan cetakan. |
Menghasilkan helaian berbilang lapis yang lebih tebal dan kukuh sesuai untuk pembungkusan dan kertas khusus. |
Mesin Fourdrinier mendominasi yang moden pasaran mesin membuat kertas , menyumbang lebih daripada 60% pemasangan di seluruh dunia. Mesin ini cemerlang dalam menghasilkan kepingan licin dan nipis untuk mencetak dan menulis. Mesin silinder, walaupun kurang biasa, lebih disukai untuk kertas berbilang lapis yang lebih tebal seperti kadbod dan bahan pembungkusan. Kedua-dua jenis mesin pembuat kertas bergantung pada kawalan tepat proses pembentukan untuk mencapai sifat kertas yang dikehendaki.
Petua: Pilihan antara mesin Fourdrinier dan silinder bergantung pada gred kertas yang diperlukan dan penggunaan akhir. Mesin Fourdrinier menawarkan kelajuan dan keseragaman, manakala mesin silinder memberikan kekuatan dan ketebalan untuk aplikasi khusus.
Menekan, Mengeringkan, dan Kemasan
Bahagian Akhbar
Bahagian penekan mesin membuat kertas mengeluarkan air dari web kertas basah dengan menggunakan tekanan mekanikal. Gulung tekan memerah web, dan kain tekan penyerap membantu mengeluarkan air melalui tindakan kapilari. Penekanan lanjutan, seperti penekan kasut, meningkatkan masa dan tekanan yang dikenakan, yang meningkatkan penyingkiran air dan melindungi helaian kertas. Selepas bahagian pembentukan, web kertas mengandungi kira-kira 60-70% air. Bahagian akhbar mengurangkan kelembapan ini kepada sekitar 45-55%. Langkah ini mengurangkan tenaga yang diperlukan untuk pengeringan dan meningkatkan kualiti kertas dan kecekapan pengeluaran.
Jenis penekan biasa termasuk:
Penekan span, yang menggunakan span bersih untuk helaian individu.
Penekan papan lapis ringkas, diketatkan dengan pengapit C.
Penekan hidraulik, menggunakan bicu untuk kepingan yang lebih tebal atau berbilang.
Penekan meja vakum, yang mengeluarkan air menggunakan sedutan.
Penekan yang disesuaikan daripada industri lain, seperti penekan buku atau bunga.
Mesin penekan bilik darjah mudah alih dan mesin penekan buatan sendiri untuk keperluan khusus.
Bahagian Pengeringan
Bahagian pengeringan mengeluarkan kebanyakan lembapan yang tinggal dari web kertas. Silinder yang dipanaskan wap mengeringkan web ke kandungan lembapan yang diingini, yang penting untuk kekuatan dan kestabilan. Kecekapan tenaga dalam peringkat ini datang daripada beberapa strategi:
Sistem pemulihan haba menangkap haba buangan untuk memanaskan udara masuk terlebih dahulu.
Reka bentuk hud pengering meningkatkan peredaran semula haba.
Penyelenggaraan penapis dan saluran udara yang betul memastikan aliran udara yang cekap.
Sistem kawalan lanjutan menggunakan penderia untuk mengekalkan kelembapan optimum.
Inovasi dalam fabrik pengering dan pengurusan wap mengurangkan penggunaan tenaga.
Teknologi pengeringan moden termasuk pengeringan gelombang mikro dan sistem pengeringan tisu termaju, yang meningkatkan lagi kecekapan dan kualiti produk.
Saiz Permukaan dan Kalender
Saiz permukaan dan kalendar adalah langkah penamat utama. Saiz permukaan menyediakan permukaan kertas, meningkatkan kecerahan, kelancaran dan kebolehcetakan. Kalender memampatkan permukaan kertas, mengurangkan kekasaran dan meningkatkan kilauan. Proses ini mengubah struktur gentian, menjadikan permukaan lebih seragam dan lebih baik untuk dicetak. Peralatan kalendar termasuk kemasan mesin, kemasan supercalender dan jenis kemasan plater, setiap satu menawarkan tahap kelicinan dan kilauan yang berbeza.
Penggulungan dan Pemotongan
Selepas selesai, kertas itu digulung menjadi gulungan jumbo besar. Penggulung semula slitter memotong gulungan ini menjadi jalur yang lebih sempit menggunakan bilah, kemudian gulung semula pada teras baharu. Proses ini menggunakan kawalan ketegangan yang tepat dan sistem penjajaran web untuk mengelakkan kerosakan dan memastikan konsistensi. Sistem automatik boleh melaraskan lebar gulungan, ketumpatan dan mengesan kecacatan. Produk akhir boleh dipotong lagi menjadi kepingan atau gulungan yang lebih kecil, sedia untuk pembungkusan dan penghantaran.
Kawalan Kualiti dan Kemampanan dalam Proses Pembuatan Kertas
Pemeriksaan Kualiti Masa Nyata
Kilang moden menggunakan sistem termaju untuk memantau proses pembuatan kertas dan mengekalkan piawaian kertas berkualiti tinggi. Sistem Kawalan Kualiti (QCS) mengukur sifat seperti kandungan lembapan, kelicinan, kekasaran dan dua belah dalam masa nyata. Alat digital ini mengumpul dan menganalisis data serta-merta, membolehkan juruteknik melaraskan tetapan dan mencegah kecacatan. Pembelajaran mesin dan kecerdasan buatan kini membantu meramalkan isu sebelum ia berlaku, tetapi pekerja mahir masih mengawasi proses tersebut. Mills menggabungkan sistem digital ini dengan pemeriksaan peralatan biasa untuk memastikan proses pembuatan kertas kekal andal dan cekap. Pendekatan ini mengurangkan masa henti dan memastikan kualiti produk konsisten.
Kategori Parameter Kualiti |
Contoh Parameter yang Diukur |
Sifat Fizikal |
Berat asas, ketebalan, warna |
Sifat Kimia |
Kandungan lembapan, kandungan abu |
Sifat Permukaan |
Kelicinan, kekasaran, berkilat, keputihan |
Sifat Struktur |
Dua belah pihak |
Nota: Sifat permukaan seperti kekasaran dan berkilat mempengaruhi prestasi cetakan dan rupa kertas. Kandungan lembapan juga penting untuk kekuatan dan kestabilan.
Amalan Alam Sekitar
Kemampanan membimbing setiap langkah proses pembuatan kertas. Kilang telah menggantikan pelunturan berasaskan klorin dengan kaedah yang lebih selamat untuk mengelakkan bahan kimia berbahaya. Mereka menggunakan gentian kitar semula dan sumber alternatif seperti buluh atau sisa pertanian untuk melindungi hutan dan mengurangkan penggunaan tenaga. Sistem kitar semula air dan teknologi rawatan lanjutan membantu kilang menggunakan lebih sedikit air dan memastikan ia bersih. Banyak kemudahan kini bergantung kepada biotenaga daripada bahan api boleh diperbaharui, mengurangkan jejak karbon mereka. Automasi dan kawalan digital mengurangkan pembaziran dan menjimatkan tenaga. Penyumberan yang bertanggungjawab dan pengurusan hutan menyokong kepelbagaian biologi dan penghutanan semula. Penambahbaikan rantaian bekalan, seperti mendapatkan bahan yang lebih dekat dengan kilang, mengurangkan lagi kesan alam sekitar pembuatan kertas.
Menghapuskan pelunturan berasaskan klorin
Gunakan gentian kitar semula dan bahan mentah alternatif
Kitar semula dan merawat air dengan cekap
Tingkatkan kecekapan tenaga dengan peralatan moden
Gunakan biotenaga yang boleh diperbaharui
Amalkan pengurusan hutan yang bertanggungjawab
Optimumkan rantaian bekalan untuk pelepasan yang lebih rendah
Petua: Memilih kertas berkualiti tinggi yang dibuat dengan amalan mampan membantu melindungi alam sekitar.
Pembungkusan dan Penghantaran
Kilang melindungi produk kertas siap dengan kaedah pembungkusan dan penghantaran yang teliti. Mereka menggunakan bahan seperti bungkus gelembung, buih dan kotak kukuh untuk mengelakkan kerosakan akibat pengendalian atau pergerakan kasar semasa pengangkutan. Penyelesaian pembungkusan tersuai sesuai dengan saiz dan berat setiap produk, mengurangkan ruang kosong dan risiko bahaya. Bahan kalis lembapan dan pengedap yang mudah rosak menambah perlindungan tambahan. Pembungkusan ujian Mills dengan mensimulasikan titisan dan kesan, kemudian memperbaik reka bentuk berdasarkan maklum balas dan data prestasi. Logistik yang cekap, seperti menggunakan kereta api dan bukannya trak atau merancang laluan penghantaran dengan AI, membantu mengurangkan pelepasan dan menyokong kemampanan. Langkah-langkah ini memastikan bahawa kertas berkualiti tinggi sampai dengan selamat dan dengan kesan alam sekitar yang minimum.
Proses pembuatan kertas mengubah bahan mentah menjadi kertas siap melalui satu siri langkah: penyediaan, pulpa, pencucian, pelunturan, pembentukan kepingan, penekanan, pengeringan, dan kemasan. Jentera seperti Fourdrinier dan mesin silinder memastikan kecekapan dan kualiti yang konsisten. Sistem kawalan kualiti memantau setiap peringkat, manakala amalan kemampanan mengurangkan sisa dan penggunaan tenaga. Proses pembuatan kertas bergantung pada teknologi canggih dan pengurusan alam sekitar. Ringkasnya, cara kertas dibuat melibatkan kawalan yang tepat, peralatan moden dan komitmen yang kuat terhadap kualiti dan kemampanan.
Soalan Lazim
Apakah mesin membuat kertas?
Mesin membuat kertas menukar pulpa menjadi kepingan kertas yang berterusan. Ia menggunakan kawalan lanjutan untuk mengurus setiap langkah, daripada membentuk helaian kepada pengeringan dan kemasan. Mesin ini memastikan kertas seragam berkualiti tinggi untuk banyak kegunaan.
Bagaimanakah mesin membuat kertas berbeza daripada mesin membuat beg kertas?
Mesin membuat kertas menghasilkan gulungan besar atau helaian kertas. Mesin membuat beg kertas menggunakan kepingan ini untuk memotong, melipat dan melekatkan kertas ke dalam beg. Setiap mesin mempunyai peranan yang unik dalam industri produk kertas.
Bolehkah mesin membuat kertas menghasilkan kertas untuk cawan dan beg?
ya. Mesin membuat kertas boleh menghasilkan kertas asas untuk kedua-dua mesin membuat cawan kertas dan mesin membuat beg kertas. Mesin melaraskan ketebalan, kekuatan dan kemasan permukaan untuk memenuhi keperluan setiap produk.
Apakah penyelenggaraan yang diperlukan oleh mesin membuat kertas?
Operator mesti membersihkan, memeriksa dan melincirkan mesin pembuat kertas dengan kerap. Mereka memeriksa bahagian yang haus dan menggantikannya mengikut keperluan. Penyelenggaraan yang betul memastikan mesin berjalan lancar dan memanjangkan jangka hayatnya.
Adakah mesin membuat kertas mesra alam?
Mesin membuat kertas moden menggunakan gentian kitar semula, menjimatkan tenaga, dan mengitar semula air. Banyak kilang menggunakan bahan kimia mesra alam dan tenaga boleh diperbaharui. Langkah-langkah ini membantu mengurangkan kesan alam sekitar pengeluaran kertas.